1. What Is an ERW Pipe Production Line?
An ERW pipe production line is a continuous manufacturing system used to produce Electric Resistance Welded (ERW) steel pipes from hot-rolled or cold-rolled steel strip coils.
The production process involves strip preparation, roll forming, high-frequency welding, sizing, cutting, and inspection. ERW production offers higher productivity, tighter dimensional control, and lower production cost for many structural and pipeline applications.
Modern ERW production lines can manufacture round, square, rectangular, and custom-shaped steel tubes in a wide range of sizes. These products are widely used in pipeline systems, construction projects, mechanical equipment, automotive components, and infrastructure applications.
A typical production line includes strip preparation equipment, forming and sizing mills, a high-frequency welding unit, cutting equipment, and inspection systems. Each stage is designed to maintain weld integrity, final dimensions, and stable production efficiency.
Stable production requires consistent strip quality, proper roll design, controlled welding parameters, and effective quality inspection throughout the process.
2. ERW Pipe Manufacturing Process
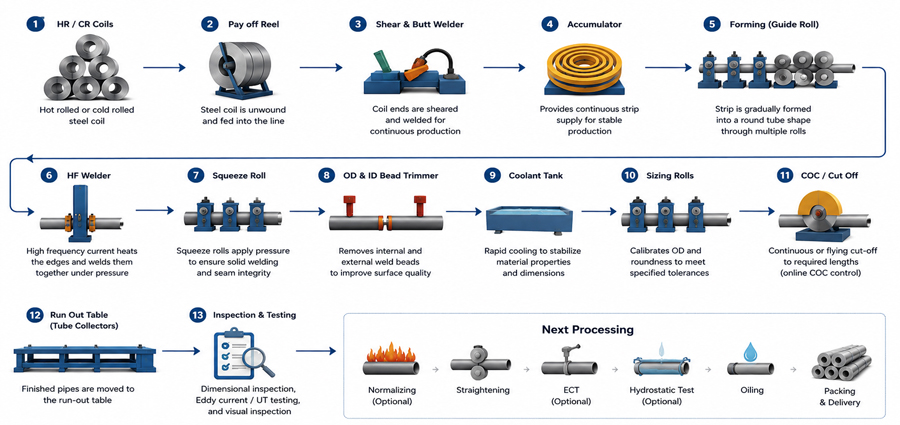
The manufacturing of ERW steel pipe follows a continuous production process in which steel strip is progressively formed into a tubular shape and welded along the longitudinal seam using high-frequency electrical resistance welding.
Although production line configurations vary according to pipe size and product specification, most ERW mills follow the same basic manufacturing sequence shown below.
Steel Coil→Uncoiling→Shearing and End Welding→Accumulator→Roll Forming→High-Frequency Welding→External Burr Removal→Sizing and Straightening→Flying Saw Cutting→Hydrostatic Testing→Non-Destructive Inspection→Packaging and Delivery
|
Process Stage
|
Function / Purpose
|
|
Uncoiling
|
Feed steel strip into the production line
|
|
Shearing and End Welding
|
Join coil ends to ensure continuous production
|
|
Accumulator
|
Maintain continuous strip flow and buffer material supply
|
|
Roll Forming
|
Gradually form steel strip into tubular shape
|
|
HF Welding
|
High-frequency welding of longitudinal seam
|
|
Burr Removal
|
Remove external weld bead and excess material
|
|
Sizing
|
Adjust pipe to final diameter and dimensional accuracy
|
|
Cutting
|
Cut pipes into required fixed lengths
|
|
Hydrostatic Testing
|
Verify pressure resistance and structural integrity
|
|
NDT Inspection
|
Non-destructive testing for weld and material defects
|
|
Packaging
|
Bundle and prepare finished pipes for shipment
|
Many modern ERW pipe mills integrate automated process control, online dimensional monitoring, ultrasonic inspection, and hydrostatic testing systems to improve production efficiency and ensure compliance with standards such as ASTM A53, ASTM A500, API 5L, and EN specifications.
The combination of high production speed and reliable weld quality has made ERW pipe one of the most widely used steel pipe products in industrial and structural applications worldwide.
3. Main Equipment in an ERW Pipe Production Line
An ERW pipe production line consists of multiple machines that work together to transform steel strip into finished welded pipe. Modern ERW tube manufacturing lines can produce both steel pipes and structural tubing products.
Each piece of equipment performs a specific function, from material feeding and forming to welding, sizing, cutting, and final inspection. The exact configuration may vary depending on pipe diameter, wall thickness, production speed, and product requirements.
|
Equipment
|
Function
|
|
Uncoiler
|
Unwind steel coil
|
|
Leveler
|
Flatten steel strip before forming process
|
|
Accumulator
|
Maintain continuous production
|
|
Forming Mill
|
Shape strip into open tube
|
|
HF Welder
|
Perform high-frequency welding on tube seam
|
|
Sizing Mill
|
Control final dimensions
|
|
Flying Saw
|
Cut pipes to required lengths during line operation
|
|
Hydro Tester
|
Pressure testing
|
|
UT Tester
|
Weld inspection
|
4. ERW Production Line Layout
ERW pipe production lines are typically arranged in a continuous manufacturing layout to maintain stable forming, welding, sizing, and cutting operations.
The layout configuration depends on pipe size range, wall thickness, production speed, and product application.
|
Production Factor
|
Layout Requirement
|
|
Pipe Diameter Range
|
Forming mill size and roll configuration
|
|
Wall Thickness
|
Welding power and forming capacity
|
|
Production Speed
|
Influences accumulator capacity and automation level
|
|
Product Type
|
Round, square, rectangular, or API pipe
|
|
Quality Requirement
|
Inline inspection and testing systems
|
Modern ERW tube mills commonly integrate:
- PLC control systems
- Automatic coil loading
- Online weld seam monitoring
- Servo flying saw systems
- Inline dimensional measurement
- Automated inspection equipment
The forming section, HF welding unit, and sizing mill are the core sections of the production line because they directly affect weld quality, size consistency, and production stability.
Proper mill alignment, roll design, and welding parameter control are essential for stable continuous production.
5. Typical ERW Tube Mill Specifications
Production capacity may vary according to mill configuration, pipe size range, steel grade, and production requirements.
|
Item
|
Typical Range
|
|
Pipe Diameter
|
20 – 219 mm
|
|
Wall Thickness
|
0.8 – 8.0 mm
|
|
Production Speed
|
20 – 120 m/min
|
|
Cut Length
|
6 – 12 m
|
|
Product Shapes
|
Round / Square / Rectangular
|
|
Welding Method
|
High-Frequency Resistance Welding
|
|
Operation Mode
|
Continuous Automatic Production
|
Key Features and Applications
Applicable Materials: Suitable for Carbon Steel, Low Alloy Steel, and structural steel grades (such as Q195, Q235, Q355, etc.).
Flexible Configurations: Different ERW production lines can be customized for structural pipe, water/fluid pipe, API casing pipe, or high-precision mechanical tubing applications.
6. Quality Control in ERW Manufacturing
Quality control in ERW pipe manufacturing focuses on weld integrity, dimensional accuracy, and process consistency.
Inspection procedures are generally divided into three stages:
① Raw material inspection
② Online production monitoring
③ Finished pipe inspection
Before production, steel strip coils are checked for:
① Thickness tolerance
② Width accuracy
③ Surface condition
④ Steel grade compliance
During manufacturing, key control items include:
① Forming alignment
② HF welding temperature
③ Welding pressure
④ Weld seam condition
⑤ OD and wall thickness control
⑥ Cutting accuracy
Finished pipes may undergo the following inspections depending on product standards and application requirements.
|
Inspection Method
|
Purpose
|
|
Visual Inspection
|
Surface quality check
|
|
Ultrasonic Testing (UT)
|
Weld defect detection
|
|
Eddy Current Testing
|
Surface discontinuity inspection
|
|
Hydrostatic Testing
|
Pressure integrity verification
|
|
Dimensional Inspection
|
OD, WT, and length measurement
|
|
Straightness Inspection
|
Pipe alignment check
|
|
Mechanical Testing
|
Strength and ductility verification
|
For pipeline and structural applications, additional tests may include flattening tests, flaring tests, impact testing, and weld bead inspection.
Modern ERW mills often integrate inline UT systems, hydro testers, and automated data tracking systems to improve inspection efficiency and production traceability.
7. FAQs
Q1. Can one ERW production line produce different pipe sizes?
Yes. Most ERW tube mill lines are designed to produce multiple pipe sizes within a certain diameter and wall thickness range. Size changes are usually completed by replacing roll sets and adjusting the forming and sizing sections.
Q2. Can ERW lines produce square and rectangular tubes?
Yes. Many ERW production lines can manufacture round, square, and rectangular tubes on the same mill line.
Square and rectangular tubes are typically produced through a round-to-square sizing process after welding.
Q3. What inspection systems are commonly used on ERW production lines?
Modern ERW mills commonly integrate:
- Ultrasonic testing (UT)
- Eddy current testing
- Hydrostatic testing
- Inline dimensional inspection
The inspection configuration depends on product standards and application requirements.
Q4. What affects weld quality in ERW pipe manufacturing?
Weld quality mainly depends on strip edge condition, forming accuracy, HF welding parameters, and squeeze pressure control.
Stable mill alignment and consistent strip quality are also important for maintaining reliable weld performance.
Q5. Why is an accumulator used in an ERW tube mill line?
The accumulator temporarily stores steel strip during coil changing and strip end welding.
This allows the forming and welding sections to continue operating without stopping the entire production line.
Q6. Can ERW production lines manufacture API pipes?
Yes. ERW mills can be configured for API pipe production when equipped with suitable forming, welding, sizing, and inspection systems.
Additional testing and process control may be required depending on API grade and specification.
Read more: ERW Pipe Specifications and Models or ERW Pipe Production Line Equipment List and Functions












 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.