Research on basic properties of steel used in OCTG casing
As the underground corrosion conditions of oil and gas field development become more and more complex, the corrosion resistance requirements for oil, casing and other materials in the petrochemical mining and transportation fields are getting higher and higher. Oil casings are exposed to various corrosion conditions such as CO2, H2S, CI-, etc. When serving in the underground high-temperature and high-pressure multi-phase environment of the medium, if corresponding protective measures are not taken, corrosion and perforation are often prone to occur, causing the pipe string to break down the hole, causing huge economic losses. At present, there are three main corrosion protection measures recognized at home and abroad, namely adding corrosion inhibitors, using anti-corrosion inner coatings and using corrosion-resistant alloys.
However, corrosion inhibitors and internal anti-corrosion coatings cannot fully achieve the expected results of the project, and corrosion-resistant alloy materials must be used together. In addition, corrosion inhibitors are prone to decomposition and denaturation in high-temperature and high-pressure environments. L80-9Cr oil well pipe is API Spee5CT-2018 "Casing and Oil Pipe Specification" steel grade, which belongs to the category of corrosion-resistant oil well pipe. It is a product that the company has not yet carried out research and production trial production. Through the L80-9Gr corrosion-resistant oil well pipe steel 08Cr9MoVRE Analysis and research on the rolling properties and structure, heat-treated properties, high-temperature mechanical properties and corrosion resistance test results can lay the foundation for the trial production and mass production of L80-9Cr oil well pipes.

1.Technical requirements
API Spee 5CT- 2018 standard requires that L80- 9Cr oil well pipe steel must undergo grain refinement treatment and should contain one or more grain refinement elements, such as a certain amount of aluminum, niobium, vanadium or titanium, and its chemical composition requirements See Table 1. The heat treatment process requires that the quenching and tempering temperature should not be lower than 593 C. The mechanical properties requirements after heat treatment are shown in Table 2.
|
Table 1 Chemical composition (mass fraction) requirements of L80-9Cr oil well pipe steel %
|
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
Cu
|
|
≤0.15
|
≤1.00
|
0.30~0.60
|
≤0.02
|
≤0.01
|
8.00~10.00
|
0.90~1.10
|
≤0.50
|
≤0.25
|
|
Table 2 Mechanical property requirements of L80 -9Cr oil well pipe after heat treatment
|
|
Rt0/MPa
|
Rm/MPa
|
A/%
|
AkV/J
|
Hardness
|
|
Portrait
|
Horizontal
|
HRC
|
HBW
|
|
552~655
|
≥655
|
≥15
|
≥41
|
≥20
|
≤23
|
≤241
|
2.Test materials and methods
Designed for steel smelting in a small furnace, the raw materials are low phosphorus and low sulfur 20 steel + pure iron + alloy, and the smelting equipment is 100 kg medium frequency induction melting
furnace. Add 20 steel and pure iron into the induction furnace. After the 20 steel and pure iron are completely melted, add Mo, V, Cr, Mn, Si and other alloys one after another. The rare earth lanthanum cerium alloy is added 1 minute before tapping, and then the steel The liquid is injected into the steel ingot mold. After cooling and demoulding, a 50 mm hot rolling test machine is used for rolling. The opening rolling temperature is 1260 C and the final rolling temperature is 955 C. The plate is rolled into a 20 mm thick plate sample for later use.
Cut out 6 strip specimens with specifications of 50 mmx20 mmx230 mm (one of which is processed into a rolled specimen, and 5 specimens are heat treated). The tensile specimen is a round bar tensile specimen, and the impact specimen is a V-shaped longitudinal full specimen. Dimensional specimens, specific specimen processing dimensions and inspection methods comply with the API Spee 5CT-2018 standard. In addition, high-temperature mechanical specimens are cut from the rolled plate specimens, and specimens whose properties meet the technical requirements after heat treatment are screened and processed into coupon corrosion specimens. . The high-temperature mechanical properties are tested using a thermal simulation testing machine, and the coupon corrosion test uses a high-temperature autoclave to simulate corrosion.
3. Research on basic properties of test steel
3.1 As-rolled structure and performance test results and analysis The test results of the as-rolled tensile properties of the 08Cr9MoVRE test steel are shown in Table 3, the as-rolled hardness and impact properties are shown in Table 4, the metallographic microstructure is shown in Figure 1, and the impact fracture morphology is shown in Figure 2 As shown, the inclusion morphology is shown in Figure 3.
|
Table 3 Rolled tensile properties of 08Cr9MoVRE test steel
|
|
Rt0/MPa
|
Rm/MPa
|
A/%
|
Z/%
|
|
1
|
2
|
1
|
2
|
1
|
2
|
1
|
2
|
|
894
|
886
|
1297
|
1281
|
6.5
|
8.5
|
15
|
15
|
|
Table 4 08Cr9MoVRE test steel as-rolled hardness and longitudinal impact energy
|
|
Hardness HRC
|
AkV (0℃)/J
|
|
1
|
2
|
3
|
4
|
5
|
1
|
2
|
3
|
|
38.3
|
35.8
|
38.5
|
37.2
|
36.9
|
47.4
|
44.6
|
39.4
|
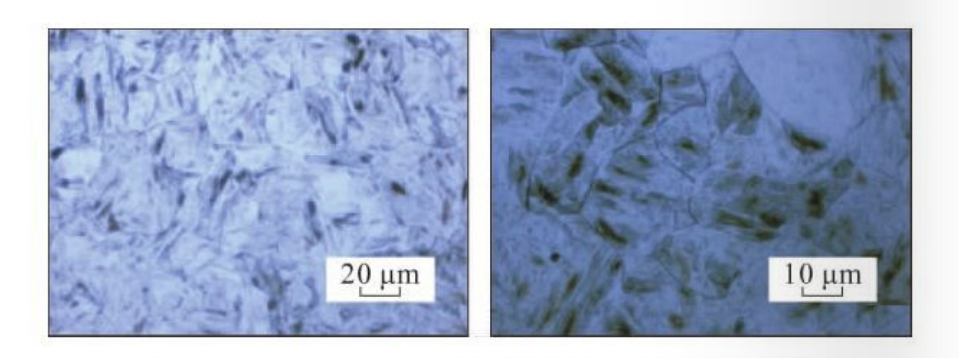
Figure 1 Metallographic structure of 08Cr9MoVRE test steel as rolled
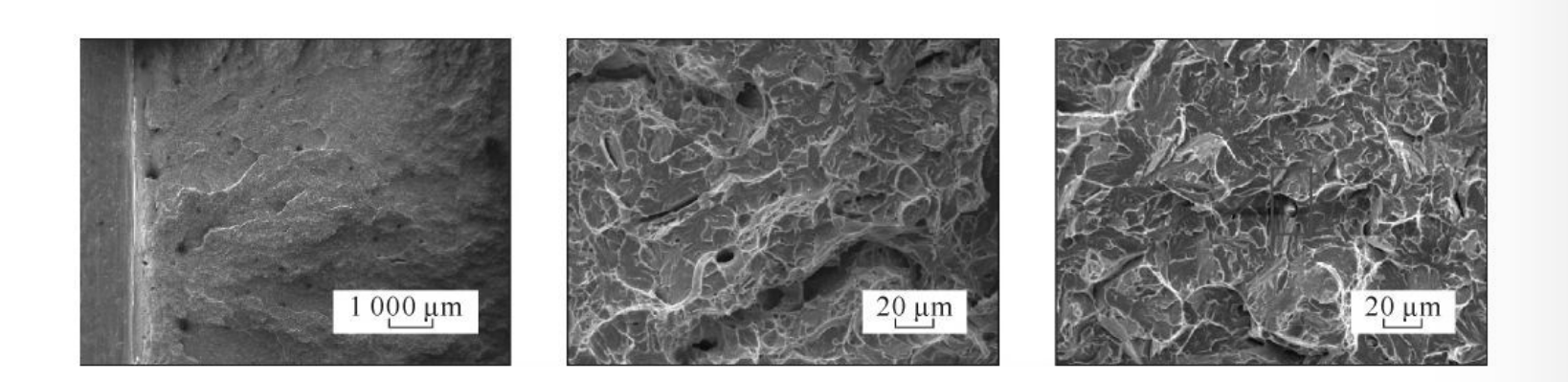
Figure 2 Macroscopic and microscopic morphology of the fracture surface of 08Cr9MoVRE test steel as rolled
It can be seen from the tensile property test results that the test steel 08Cr9MoVRE has high strength, very low elongation and area reduction, and the material
The material has poor plasticity at room temperature, so it is not conducive to cold deformation. Judging from the hardness and impact performance test results, the hardness is around 37 HRC, which makes machining difficult, and the impact toughness is around 40 J, which is close to the technical requirements of L80-9Cr. lower limit. It can be seen from the metallographic structure of the test steel 08Cr9MoVRE under different magnification conditions that the rolled structure of the test steel is lath martensite.
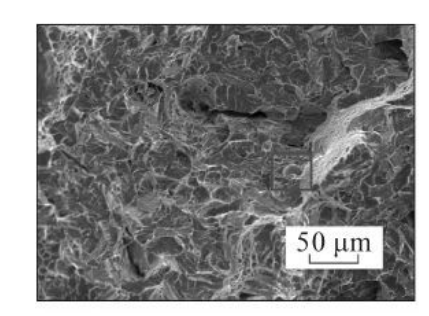
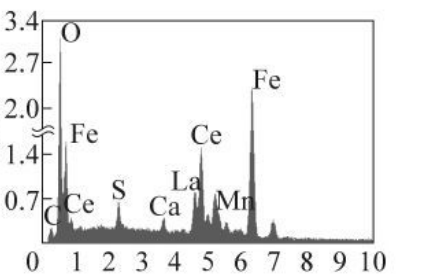
Figure 3 Inclusion morphology and energy spectrum analysis of 08Cr9MoVRE test steel as rolled (x: energy/KeV y: count)
The impact fracture morphology of the rolled sample of 08Cr9MoVRE test steel was analyzed. The morphology was brittle fracture, and the macroscopic morphology showed that
The "river pattern" cleavage piece has a large number of ligaments around the cleavage piece. The existence of these ligaments makes the impact energy of the test steel around 40 J. Upstream of the "river", that is, the crack source area, many small steps converge into larger steps; downstream of the "river", that is, the crack expansion area, large steps gradually converge into larger steps. It can be seen from the distribution and morphology of inclusions that the number of inclusions is small, indicating that the steel is clean, the size of the inclusions is greater than 10 μm, the inclusions are small, spherical, embedded in the matrix, and have very limited adverse effects on the test steel. Through energy spectrum analysis, the main components of the inclusions are manganese sulfide and rare earth oxysulfide, which are rare earth composite inclusions.
3.2 Analysis of mechanical properties and structural testing results after heat treatment. The austenitizing starting temperature Ag of the test steel is 800 °C, and the austenitizing ending temperature A is. is 865 C. For high alloy low carbon steel, the quenching temperature should be Aa+100~150 C. The quenching temperature is set to 980 9C. The heat treatment process is shown in Table 5. The tensile properties, hardness and impact energy test results after heat treatment are shown in Table 6~7.
|
Table 5 Heat treatment process of test steel
|
|
NO.
|
Quenching
|
Tempering
|
|
Temperature/℃
|
Keeping time/min
|
Temperature/℃
|
Keeping time/min
|
|
1
|
980
|
60
|
620
|
90
|
|
2
|
980
|
60
|
650
|
90
|
|
3
|
980
|
60
|
680
|
90
|
|
4
|
980
|
60
|
710
|
90
|
|
5
|
980
|
60
|
720
|
90
|
|
6
|
980
|
60
|
740
|
90
|
|
7
|
980
|
60
|
760
|
90
|
|
8
|
980
|
60
|
780
|
90
|
|
Table 6 Tensile property test results of test steel after heat treatment
|
|
NO.
|
Rt0/MPa
|
Rm/MPa
|
A/%
|
Z/%
|
|
1
|
2
|
1
|
2
|
1
|
2
|
1
|
2
|
|
1
|
807
|
815
|
888
|
897
|
16.0
|
16.0
|
62.8
|
61.0
|
|
2
|
724
|
730
|
805
|
813
|
16.6
|
17.4
|
64.3
|
65.0
|
|
3
|
711
|
680
|
791
|
782
|
17.4
|
18.2
|
65.0
|
65.0
|
|
4
|
655
|
668
|
752
|
758
|
19.8
|
17.1
|
64.9
|
66.7
|
|
5
|
647
|
651
|
744
|
751
|
20.5
|
19.5
|
65.9
|
65.0
|
|
6
|
603
|
608
|
721
|
716
|
22.0
|
20.7
|
69.5
|
67.4
|
|
7
|
581
|
574
|
704
|
708
|
23.0
|
23.0
|
71.0
|
70.0
|
|
8
|
555
|
561
|
676
|
681
|
23.5
|
23.0
|
70.5
|
70
|
|
Skills requirement
|
552~655
|
≥655
|
≥15
|
-
|
|
Table 7 Test results of hardness and impact energy of test steel after heat treatment
|
|
NO.
|
HRC
|
HBW
|
Portrait
|
Horizontal
|
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
|
1
|
27.6
|
26.9
|
28.1
|
278
|
281
|
280
|
41
|
45
|
43
|
20
|
18
|
23
|
|
2
|
25.4
|
24.6
|
25.3
|
267
|
265
|
265
|
63
|
52
|
56
|
25
|
27
|
26
|
|
3
|
22.6
|
21.9
|
22.1
|
254
|
243
|
243
|
86
|
91
|
102
|
35
|
38
|
38
|
|
4
|
20.8
|
19.3
|
18.9
|
235
|
235
|
230
|
115
|
106
|
111
|
45
|
47
|
46
|
|
5
|
19.4
|
18.7
|
18.1
|
241
|
235
|
230
|
116
|
110
|
109
|
51
|
46
|
49
|
|
6
|
18.9
|
17.6
|
16.8
|
215
|
210
|
215
|
141
|
139
|
146
|
62
|
59
|
66
|
|
7
|
18.8
|
19.0
|
19.8
|
209
|
208
|
209
|
144
|
144
|
160
|
71
|
69
|
73
|
|
8
|
17.6
|
16.9
|
17.3
|
198
|
202
|
198
|
155
|
161
|
168
|
75
|
79
|
81
|
|
Skills requirement
|
≤23
|
≤241
|
≥41
|
≥20
|
The yield strength, tensile strength, and hardness of the 08Cr9MoVRE test steel decrease as the tempering temperature increases. The elongation, area shrinkage, and impact energy increase as the tempering temperature increases. The area shrinkage rates are all greater than 60%. The test steel Tempering in the temperature range of 620~780C can achieve good plasticity. It can be seen from the test results that when the tempering temperature increases by 160 C, the strength only decreases by about 250MPa. This is mainly because the material contains a large amount of tempering stabilizing elements such as molybdenum and vanadium. The quenching temperature is 980C, the heat preservation is 60 minutes, and the tempering temperature is. Insulated at 720~780 C for 90 minutes, all performance indicators meet the L80-9Cr test steel design and standard technical requirements.
3.3 High-temperature mechanical property testing and analysis
The high-temperature tensile properties of 08Cr9MoVRE test steel were tested. The influence of test temperature on high-temperature tensile properties is shown in Figure 4.
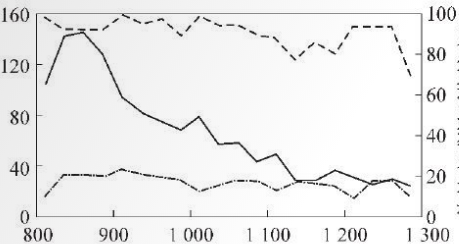
Left: Yield strength MPa Middle: Temperature ℃ Right: Elongation or shrinkage of area %
 ̄_: Yield strength ﹎: Elongation ﹍: Reduction of area
Figure 4 08Cr9MoVRE test steel test temperature effect on high temperature tensile properties
Z=60% is the threshold to divide the high plasticity zone and low plasticity zone of steel. As shown in Figure 4, at 800~1 275 C, 08Cr9MoVRE has good plasticity; at 1 225~1 250 9C, the strength is 26~30 MPa. The lower the temperature, the lower the deformation resistance of the material; at 1 225 ~ 1 250 C, the elongation is greater than 17%, the cross-sectional shrinkage is 94.3%, 92.2%, the material has the lowest strength and the best ductility, and is suitable for perforation deformation.
3.4 Corrosion resistance test results and analysis
The corrosion test adopts the contrast method. The comparison steel is N80Q and the steel type is 34Mn6. A high-temperature autoclave is used to simulate the corrosion test. The mineral content of the corrosion simulation solution is shown in Table 8. The corrosion conditions are pH=4, temperature 90 C, and flow rate 2.0 m/s. , CO2 partial pressure is 2.0 MPa, H2S partial pressure is 50 kPa, and the test period is 7 days. The test results are shown in Table 9. The macroscopic morphology before stripping is shown in Figure 5, and the macroscopic morphology after stripping is shown in Figure 6.
|
Table 8 Mineral content of corrosion simulation solution mg/L
|
|
Na++K+
|
HCO3-
|
CI-
|
SO42-
|
Fe2+
|
Fe3+
|
Ca2+
|
Mg2+
|
|
17184
|
122
|
33687
|
1441
|
100
|
30
|
1603
|
642
|
|
Table 9 High temperature and high pressure kettle corrosion simulation test results
|
|
NO.
|
Test specifications
|
Quality before test/g
|
Quality after demoulding/g
|
Weightlessness/g
|
Average corrosion rate/(mm*a-1)
|
|
long
|
Width
|
High
|
|
11
|
4.08
|
1.01
|
0.32
|
9.3095
|
-
|
-
|
-
|
|
12
|
4.08
|
1.01
|
0.32
|
9.2777
|
9.2694
|
0.0083
|
0.048
|
|
13
|
4.07
|
1.01
|
0.32
|
9.2736
|
9.2660
|
0.0076
|
0.044
|
|
21
|
4.05
|
1.01
|
0.31
|
9.0326
|
8.9484
|
0.0832
|
0.489
|
|
22
|
4.06
|
1.01
|
0.31
|
9.0537
|
8.9767
|
0.0770
|
0.451
|
|
23
|
4.06
|
1.02
|
0.31
|
9.0826
|
-
|
-
|
-
|
|
Note: No. 11~13 is the test steel, No. 21~23 is the comparison steel, No. 11 and No. 23 are used for corrosion product film analysis, and no film removal treatment is performed.
|

(a) 08Cr9MoVRE sample (b) 34Mn6 sample
Figure 5 Macroscopic morphology of the corrosion sample under simulated working conditions before stripping.

(a) 08Cr9MoVRE sample (b) 34Mn6 sample
Figure 6 Macroscopic morphology of the corrosion sample under simulated working conditions after decoating
As can be seen from Table 9, the average corrosion rate of L80-9Cr tempered with 08Cr9MoVRE is 0.046 mm/a, while the average corrosion rate of N80Q tempered with 34Mn6 carbon manganese steel is 0.470mm/a, a difference of nearly 1 order of magnitude; from the figure 5~6 It can be seen that before stripping, the corrosion product film of 08Cr9MoVRE is smooth and flat, and the surface is a dense corrosion product film, while the corrosion product film of 34Mn6 comparative steel is very loose, and the corrosion products are island-shaped and gathered on the surface of the substrate; After stripping, there is pitting corrosion on the surface of the test steel 08Cr9MoVRE matrix, while there is slight pitting corrosion on the 34Mn6 comparison steel, but it is not serious.
This shows that the 08Cr9MoVRE test steel is prone to pitting corrosion, while the 34Mn6 carbon manganese steel is prone to uniform corrosion. Scanning electron microscopy + X-ray energy spectrometer were used to analyze the micromorphology of the corrosion product films of the test steel and comparative steel before and after removal. The micromorphology of the corrosion product film of 08Cr9MoV RE test steel before and after removal is shown in Figures 7~8, and the energy spectrum analysis results are shown in Table 10. The micromorphology of the corrosion product film of 34Mn6 comparative steel before and after removal is shown in Figures 9~10 , the energy spectrum analysis results are shown in Table 11.
As can be seen from Figures 7 to 10 and Tables 10 to 11, the microscopic morphology of 08Cr9MoVRE shows obvious pitting corrosion, and the pitting pits are evenly distributed on the body. The surface corrosion products mainly contain Fe, Cr, 0 and S elements. Cr is relative to the matrix The significant increase indicates that Cr is enriched on the surface of the substrate, and the corrosion products are mainly iron sulfide and chromium oxide. The microscopic morphology of 34Mn6 shows uniform corrosion characteristics. The corrosion product film has obvious traces of falling off. The surface of the corrosion product film is uneven and slightly corroded, but not obvious. After the film is removed, the surface of the substrate is uneven. The surface corrosion products mainly include Fe, 0, and Cl. And S element, Cl element is brought into the corrosion simulation solution, and the corrosion product film is mainly iron sulfide and iron oxide. The S content in the corrosion product film of 08Cr9MoVRE is 2.73%, while that in the comparative steel is only 0.58%. The corrosion product film of the comparative steel has a weak protective effect on the substrate.
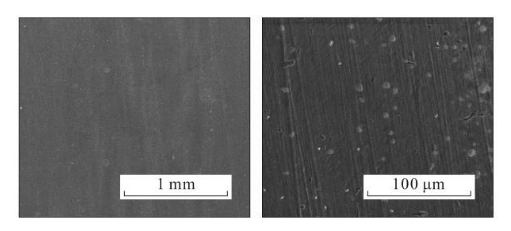
Figure 7 Microscopic morphology of corrosion products on the surface of 08Cr9MoVRE sample before film removal
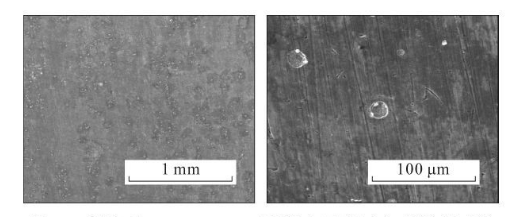
Figure 8 Microscopic morphology of corrosion products on the surface of 08Cr9MoVRE sample after film removal
|
Table 10 Energy spectrum analysis results of corrosion products on the surface of 08Cr9MoVRE sample %
|
|
O
|
S
|
Cr
|
Fe
|
|
18.70
|
2.73
|
12.68
|
65.89
|
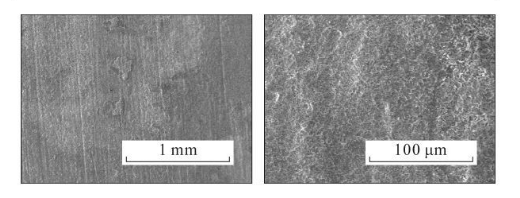
Figure 9 Microscopic morphology of corrosion products on the surface of 34Mn6 sample before film removal
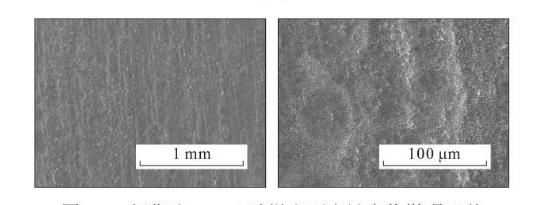
Figure 10 Microscopic morphology of corrosion products on the surface of 34Mn6 sample after film removal
|
Table 11 Energy spectrum analysis results of corrosion products on the surface of 34Mn6 sample %
|
|
O
|
S
|
CI
|
Fe
|
|
12.84
|
0.58
|
2.13
|
84.46
|
4. Conclusion
(1) The rolled structure of 08Cr9MoVRE is lath martensite, with high strength and low plasticity at room temperature. The impact fracture morphology is cleavage flakes. The non-metallic inclusions formed by rare earth oxysulfide and manganese sulfide are small and spherical;
(2) The quenching temperature is 980 °C and the temperature is maintained for 60 min. The tempering temperature is 740 °C and the temperature is maintained for 90 min. All performance indicators meet the L80_9Cr test steel design and standard technical requirements;
(3) At 1 225~1 250 C, the yield strength is about 25 MPa, the elongation is greater than 17%, and the area shrinkage is 93%; at this time, the material strength is the lowest and the ductility is the best, suitable for perforation deformation;
(4) The average corrosion rate of 08Cr9MoVRE is 0.046 mm/a, and that of 34Mn6 is 0.470 mm/a. The average corrosion rate of 08Cr9MoVRE test steel is 1/10 of the comparison steel. 08Cr9MoVRE has slight pitting corrosion, and the corrosion products are mainly iron sulfide and chromium oxide; 34Mn6 It shows uniform corrosion, and the corrosion products are mainly iron oxide and iron sulfide.
Read more: The causes of OCTG casing stuck or Research on sealing performance of OCTG casing connection













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








