1. What Are ERW Pipe Specifications?
ERW Pipe specifications define the dimensional and technical requirements of electric resistance welded steel pipe, including outside diameter (OD), wall thickness (WT), length, schedule, steel grade, and manufacturing standard.
These specifications are used by engineers, contractors, and procurement teams to ensure the pipe meets pressure, structural, and transportation requirements. Common ERW pipe standards include ASTM A53, ASTM A500, API 5L, EN 10217, and ISO 3183, each covering different industrial applications and dimensional ranges.
The most frequently referenced specification data are pipe size charts, wall thickness schedules, weight calculations, and dimensional tolerances, which are summarized below.
2. ERW Pipe Size Chart
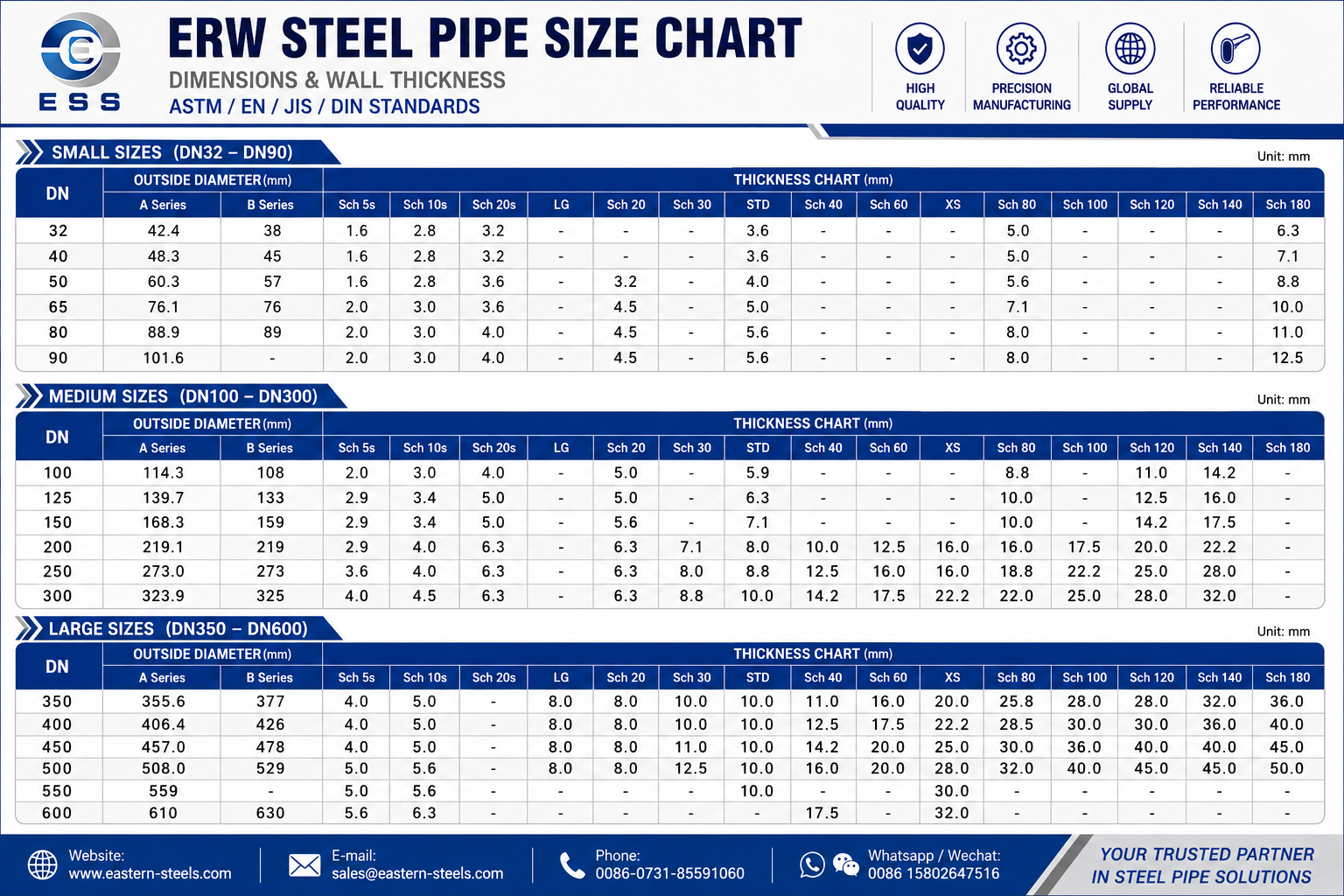
ERW steel pipes are manufactured in a wide range of diameters and wall thicknesses to meet structural, mechanical, water transmission, oil and gas, and general industrial applications.
The table below summarizes the most commonly available ERW pipe dimensions, including nominal diameter (DN), outside diameter (OD), and schedule-based wall thicknesses according to internationally recognized pipe standards.
|
Nominal Pipe Size (NPS)
|
Nominal Wall Thickness (mm)
|
|
DN
|
NPS
|
OD (mm)
|
Sch10
|
Sch20
|
Sch30
|
STD
|
Sch40
|
Sch60
|
XS
|
Sch80
|
|
15
|
1/2
|
21.3
|
2.11
|
-
|
2.41
|
2.77
|
2.77
|
-
|
3.73
|
3.73
|
|
20
|
3/4
|
26.7
|
2.11
|
-
|
2.77
|
2.87
|
2.87
|
-
|
3.91
|
3.91
|
|
25
|
1
|
33.4
|
2.77
|
-
|
2.90
|
3.38
|
3.38
|
-
|
4.55
|
4.55
|
|
32
|
1¼
|
42.2
|
2.77
|
-
|
3.18
|
3.56
|
3.56
|
-
|
4.85
|
4.85
|
|
40
|
1½
|
48.3
|
2.77
|
-
|
3.68
|
3.68
|
3.68
|
-
|
5.08
|
5.08
|
|
50
|
2
|
60.3
|
2.77
|
-
|
3.91
|
3.91
|
3.91
|
-
|
5.54
|
5.54
|
|
65
|
2½
|
73.0
|
3.05
|
-
|
4.78
|
5.16
|
5.16
|
-
|
7.01
|
7.01
|
|
80
|
3
|
88.9
|
3.05
|
-
|
4.78
|
5.49
|
5.49
|
-
|
7.62
|
7.62
|
|
90
|
3½
|
101.6
|
3.05
|
-
|
5.74
|
5.74
|
5.74
|
-
|
8.08
|
8.08
|
|
100
|
4
|
114.3
|
3.05
|
-
|
4.78
|
6.02
|
6.02
|
-
|
8.56
|
8.56
|
|
125
|
5
|
141.3
|
3.40
|
-
|
6.55
|
6.55
|
6.55
|
-
|
9.53
|
9.53
|
|
150
|
6
|
168.3
|
3.40
|
-
|
7.11
|
7.11
|
7.11
|
-
|
10.97
|
10.97
|
|
200
|
8
|
219.1
|
3.76
|
6.35
|
7.04
|
8.18
|
8.18
|
10.31
|
12.70
|
12.70
|
|
250
|
10
|
273.0
|
4.19
|
6.35
|
7.80
|
9.27
|
9.27
|
12.70
|
12.70
|
-
|
|
300
|
12
|
323.9
|
4.57
|
6.35
|
8.38
|
9.53
|
9.53
|
-
|
12.70
|
-
|
|
350
|
14
|
355.6
|
6.35
|
7.92
|
9.53
|
9.53
|
11.13
|
-
|
12.70
|
-
|
|
400
|
16
|
406.4
|
6.35
|
7.92
|
9.53
|
9.53
|
14.27
|
-
|
12.70
|
-
|
|
450
|
18
|
457.0
|
6.35
|
7.92
|
11.13
|
11.13
|
14.27
|
-
|
12.70
|
-
|
|
500
|
20
|
508.0
|
6.35
|
9.53
|
12.70
|
12.70
|
15.09
|
-
|
12.70
|
-
|
|
550
|
22
|
559.0
|
6.35
|
9.53
|
12.70
|
12.70
|
17.48
|
-
|
12.70
|
-
|
|
600
|
24
|
610.0
|
6.35
|
9.53
|
14.27
|
14.27
|
17.48
|
-
|
12.70
|
-
|
Common ERW Pipe Dimensions
ERW pipe dimensions are typically specified by nominal pipe size (NPS), outside diameter (OD), and wall thickness. The outside diameter remains constant for a given NPS, while wall thickness varies according to the selected schedule such as SCH10, SCH40, or SCH80.
For example:
|
NPS
|
OD (mm)
|
|
2"
|
60.3 mm
|
|
4"
|
114.3 mm
|
|
6"
|
168.3 mm
|
|
8"
|
219.1 mm
|
Larger schedules provide thicker walls and higher pressure resistance while maintaining the same outside diameter.
For standard NPS, OD and Schedule dimensions, refer to ANSI B36.10M Pipe Dimensions.
3. ERW Pipe Schedule Chart
Pipe schedule refers to the wall thickness classification system used for steel pipes.
The table below shows several commonly used ERW pipe schedules and their general wall thickness characteristics.
|
Schedule
|
Wall Thickness Characteristic
|
Typical Applications
|
|
SCH10
|
Thin wall
|
Low-pressure fluid transport, ventilation systems
|
|
SCH20
|
Light–medium wall
|
General industrial piping
|
|
STD / SCH40
|
Standard wall thickness
|
Water pipelines, structural projects, oil & gas transmission
|
|
XS / SCH80
|
Heavy wall
|
High-pressure service, mechanical and process piping
|
For the same nominal pipe size, increasing the schedule number increases wall thickness and pipe weight while reducing the internal diameter. Selection is generally based on working pressure, corrosion allowance, fabrication method, and project specification requirements.
4. ERW Pipe Wall Thickness Range
ERW pipe wall thickness is available in a broad range depending on pipe diameter, manufacturing standard, and intended application. In most commercial and industrial projects, commonly supplied ERW pipe thickness ranges from 1.0 mm to 20 mm.
Thin-wall ERW pipes are widely used in furniture tubing, fencing, conduit systems, and lightweight structural fabrication, while heavier wall pipes are preferred for pressure piping, piling, oil and gas transportation, and mechanical applications requiring higher strength and durability.
|
Application
|
Typical Wall Thickness
|
Common Standards
|
|
Furniture / Light Tubing
|
1.0 – 2.0 mm
|
ASTM A500
|
|
Structural Applications
|
2.5 – 6.0 mm
|
ASTM A500 / EN 10219
|
|
Water & Fluid Transport
|
3.0 – 8.0 mm
|
ASTM A53 / EN 10217
|
|
Oil & Gas Pipelines
|
SCH40 – SCH80
|
API 5L / ISO 3183
|
Although thicker ERW pipes provide higher mechanical strength and pressure resistance, they also increase pipe weight, transportation cost, and welding workload. For this reason, most projects balance wall thickness selection between performance requirements and overall project economy.
5. ERW Pipe Standards
Different ERW pipe standards are used for pipeline transportation, structural applications, pressure service, and general industrial piping. The table below summarizes several commonly referenced ERW pipe standards and their typical applications.
|
Standard
|
Main Application
|
Typical Grades
|
|
API 5L
|
Oil and gas pipeline transportation
|
X42, X52, X60, X65
|
|
ASTM A53
|
General piping and fluid transport
|
Gr. A, Gr. B
|
|
ASTM A500
|
Structural tubing
|
Gr. B, Gr. C
|
|
EN 10217
|
Pressure purposes
|
P235TR1, P265TR1
|
|
ISO 3183
|
Petroleum and natural gas industries
|
L245, L360, L415
|
5.1 API 5L
API 5L is the most widely used standard for ERW line pipe in oil and gas transportation systems. It specifies requirements for pipe dimensions, mechanical properties, chemical composition, and testing procedures. Common grades include Grade B, X42, X52, X60, and X65.
5.2 ASTM A53
ASTM A53 covers ERW steel pipe used for general fluid transportation, water systems, steam lines, and industrial piping. It is one of the most commonly specified standards for commercial carbon steel pipe and is available in Grade A and Grade B.
5.3 ASTM A500
ASTM A500 is primarily used for structural tubing applications rather than pressure piping. ERW pipes manufactured to ASTM A500 are commonly used in buildings, bridges, support structures, and steel frameworks.
5.4 EN 10217
EN 10217 is a European standard for welded steel tubes used for pressure purposes. It covers several steel grades and is widely specified in industrial projects throughout Europe.
5.5 ISO 3183
ISO 3183 is an international pipeline standard for petroleum and natural gas transportation systems. Its technical requirements are closely aligned with API 5L and are commonly used in international energy projects.
6. Weight Calculation of ERW Pipe
ERW pipe is typically sold and evaluated based on weight per unit length, making it important to understand how pipe weight is calculated. The weight depends on the pipe’s outer diameter (OD), wall thickness (WT), and material density.
The weight of ERW pipe (per unit length) can be calculated using the following formula:
W = 0.02466 × (D − t) × t
Where:
W = Weight (kg/m)
D = Outside Diameter (mm)
t = Wall Thickness (mm)
For example, a 6" (DN150) Sch40 ERW pipe has: Outer Diameter 168.3mm, Wall Thickness 7.11mm → Weight approximately 22.85 kg/m
For detailed steel pipe weight calculations, formulas, and examples, refer to our Seamless Steel Pipe Weight Calculation guide.
7. Dimensions and Tolerances
The key dimensional parameters of ERW steel pipes include outer diameter (OD), wall thickness (WT), and allowable tolerances. These factors directly affect the pipe's pressure capacity and application performance.
7.1 Outer Diameter (OD)
The outer diameter defines the overall size of the pipe and is standardized according to nominal pipe size (NPS). It remains constant regardless of wall thickness.
7.2 Wall Thickness (WT)
Wall thickness determines the strength and pressure rating of the pipe. It is commonly specified by schedule numbers (e.g., Sch10, Sch40, Sch80), where higher schedules indicate thicker walls.
7.3 Tolerance
Manufacturing tolerances define the acceptable variation in OD and WT. According to standards such as ASTM A53, wall thickness tolerance is typically controlled within a specified percentage range to ensure performance consistency.
For example:
- NPS 6" (DN150)
- Outer Diameter: 168.3 mm
- Wall Thickness (Sch40): 7.11 mm
This combination is commonly used in medium-pressure pipeline systems.
8. How To Choose the Right ERW Pipe Size
In most applications, ERW pipe selection is based on three primary factors:
- Operating pressure
- Flow requirement
- Commercial availability
In general, larger pipe diameters are selected when higher flow rates are required, while thicker wall schedules are used for higher-pressure systems. Although two pipes may have the same outside diameter, different schedules can result in significantly different pressure capabilities and pipe weights.
For example, a DN100 SCH40 pipe and a DN100 SCH80 pipe share the same outside diameter but have different wall thicknesses, internal diameters, and pressure ratings. As wall thickness increases, pressure resistance improves, but pipe weight and material cost also increase.
In engineering practice, pipe selection typically starts with the required flow rate, followed by pipe diameter and wall thickness verification based on operating pressure and applicable design codes.
Commercial availability should also be considered. Standard sizes and schedules are generally easier to source, have shorter lead times, and are often more economical than non-standard dimensions.
|
Design Factor
|
Typical Consideration
|
|
Operating Pressure
|
Higher pressure applications usually require thicker wall schedules.
|
|
Service Environment
|
Corrosive or outdoor environments may require additional wall thickness or protective coatings.
|
|
Applicable Standards
|
Pipe dimensions and tolerances should comply with standards such as ASTM A53, API 5L, or EN 10217.
|
|
Commercial Availability
|
Standard sizes are typically easier to procure, stock, and replace.
|
|
Installation Requirements
|
Weight, handling, welding, and transportation considerations may affect pipe size selection.
|
9. ERW Pipe vs Seamless Pipe Dimensions
Although ERW pipe and seamless pipe follow the same nominal pip- e size (NPS) system and schedule classifications, their commercially available dimensional ranges are not always identical.
ERW pipe is commonly manufactured in diameters from 1/2" to 24" (21.3 mm–610 mm) and is widely available in standard schedules such as SCH10, SCH40, and SCH80. Due to the continuous forming and welding process, ERW pipes generally provide excellent dimensional consistency, making them suitable for large-volume industrial projects and pipeline systems.
Seamless pipe is typically preferred for small-diameter and heavy-wall applications where higher pressure ratings or elevated temperatures are required. Certain extra-heavy wall thicknesses may be available in seamless pipe but not in standard ERW production.
|
Feature
|
ERW Pipe
|
Seamless Pipe
|
|
Common Diameter Range
|
1/2"–24"
|
1/8"–24"+
|
|
Heavy Wall Availability
|
Moderate
|
Excellent
|
|
Dimensional Consistency
|
Very Good
|
Good
|
|
Standard Schedules
|
SCH10 – SCH80
|
SCH10 – SCH160+
|
|
Typical Applications
|
Water systems, structural use, oil & gas transmission
|
High-pressure service, boiler systems, mechanical applications
|
Related Guide:
ERW Pipe vs Seamless Pipe: Complete Comparison of Manufacturing, Cost, Strength and Applications.
Seamless Steel Pipe Size Chart – OD, Wall Thickness
10. FAQs
Q1: What is the standard ERW pipe size?
Standard ERW pipe sizes commonly range from 1/2" to 24" depending on the manufacturing standard and application requirements. The most widely used industrial sizes include 2", 4", 6", and 8".
Q2: What is Schedule 40 ERW pipe?
Schedule 40 ERW pipe refers to standard-wall electric resistance welded steel pipe commonly used for water transmission, structural applications, and general industrial piping.
Q3: Is ERW pipe available in ASTM A53?
Yes. ASTM A53 is one of the most common standards for ERW steel pipe used in fluid transport, utility piping, and mechanical applications.
Q4: What wall thickness is available for ERW pipe?
Commercial ERW pipe wall thickness typically ranges from 1.0 mm to 20 mm depending on pipe size, schedule, and manufacturing standard.
Q5: What standards apply to ERW pipe?
Common ERW pipe standards include API 5L, ASTM A53, ASTM A500, EN 10217, and ISO 3183.
Q6: What is the difference between SCH40 and SCH80 ERW pipe?
SCH80 ERW pipe has a thicker wall thickness and higher pressure capability than SCH40 pipe of the same nominal size.
Q7: What is the largest ERW pipe size?
Commercial ERW pipe can commonly be manufactured up to 24" (610 mm) or larger depending on mill capability and project requirements.
Q8: Is ERW pipe suitable for oil and gas pipelines?
Yes. API 5L ERW pipe is widely used in oil and gas transmission pipelines, particularly for medium- and large-diameter applications.
Read more:What Is ERW Pipe? and ERW Pipe Production Line: Process, Equipment and Manufacturing Flow













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








