ERW pipe (Electric Resistance Welded pipe) is a type of welded steel pipe manufactured by forming steel strip into a tubular shape and joining the edges through high-frequency electrical resistance welding.
Because of its high production efficiency, dimensional consistency, and wide availability, ERW pipe is commonly used in oil and gas pipelines, water transmission systems, structural applications, and industrial piping.
1. What Does ERW Mean?
1.1 ERW Stands for Electric Resistance Welded
In steel pipe manufacturing, the term refers to a weld forming process in which the steel edges are heated through electrical resistance and joined under compressive force. Unlike conventional arc welding methods, ERW production does not typically rely on filler metal to create the weld seam.
The name itself comes directly from the welding mechanism:
Electric — heat is generated by high-frequency electrical current
Resistance — electrical resistance at the steel edges produces welding temperature
Welded — the heated edges are forged together under pressure
In modern pipe mills, ERW generally refers to high-frequency resistance welding (HFW), which has largely replaced older low-frequency resistance welding systems due to improved weld quality and production stability.
Although ERW pipe belongs to the welded steel pipe category, its manufacturing process is fundamentally different from traditional fusion welding methods such as shielded arc welding or submerged arc welding.

1.2 ERW Meaning in Pipe Manufacturing
In the steel pipe industry, ERW pipe usually refers to longitudinally welded pipe manufactured from steel coil rather than solid steel billets.
Production begins with flat steel strip or hot rolled coil. The material passes through a series of forming rollers that gradually shape the strip into a round tubular profile. Before the seam is closed, high-frequency current is concentrated at the open edges, rapidly generating heat through electrical resistance. Forge pressure then joins the heated edges into a continuous longitudinal weld.
Because the process is continuous and coil-based, ERW manufacturing offers significantly higher production efficiency than billet-based seamless pipe production for many standard pipe sizes.
This manufacturing method is widely used for:
- ASTM A53 pipe
- API 5L line pipe
- structural steel tubing
- water transmission pipe
- galvanized steel pipe
- mechanical tubing applications
Modern ERW production lines also allow tighter dimensional control, stable wall thickness consistency, and high-volume industrial manufacturing for commercial steel pipe markets.
2. What Is ERW Pipe and How Does It Work?
Electric Resistance Welded pipe, commonly known as ERW pipe, is a steel pipe manufactured by forming steel strip or steel coil into a tubular shape and welding the longitudinal seam using high-frequency electrical resistance heating.
In modern pipe manufacturing, ERW technology is widely used for producing carbon steel pipe, structural tubing, line pipe, and galvanized steel pipe in standard commercial sizes.
2.1 Pipe Structure
The most recognizable structural feature of ERW pipe is its longitudinal weld seam.
During production, flat steel strip is gradually formed into a round tube profile while leaving a narrow open seam. High-frequency current is concentrated at the seam edges, generating localized heat through electrical resistance before pressure rollers forge the edges together.
Modern ERW production lines typically remove the external weld bead after welding, resulting in a relatively smooth pipe surface and more consistent finished dimensions.
Because the weld seam runs parallel to the pipe body, ERW pipe is also classified as longitudinal welded pipe.

2.2 Main Characteristics of ERW Pipe
The ERW manufacturing process gives the pipe several distinct structural and production characteristics.
① Smooth Weld Seam
Modern high-frequency welding technology produces a relatively clean and uniform weld seam compared with older resistance welding systems.
② High Dimensional Consistency
Because ERW pipe is manufactured through continuous roll forming and sizing processes, the outside diameter and wall thickness are generally more consistent across large production volumes.
③ High Production Efficiency
ERW manufacturing is designed for continuous production, allowing large quantities of steel pipe to be produced efficiently in standard commercial sizes.
④ Suitable for Medium and Low Pressure Applications
ERW steel pipe is widely used in standard industrial, structural, and transportation systems where stable dimensions and production efficiency are important.
2.3 Common Materials and Grades
Electric resistance welded pipe can be manufactured using multiple steel grades depending on project requirements and operating conditions.
Common materials include:
① carbon steel
②galvanized steel
③mild steel
④stainless steel
⑤low-alloy steel
For oil and gas transmission systems, ERW pipe is also commonly produced in API 5L line pipe grades such as:
①Grade B
②X42
③X52
Common manufacturing and application standards include:
①ASTM A53
②ASTM A500
③API 5L
⑤EN 10219
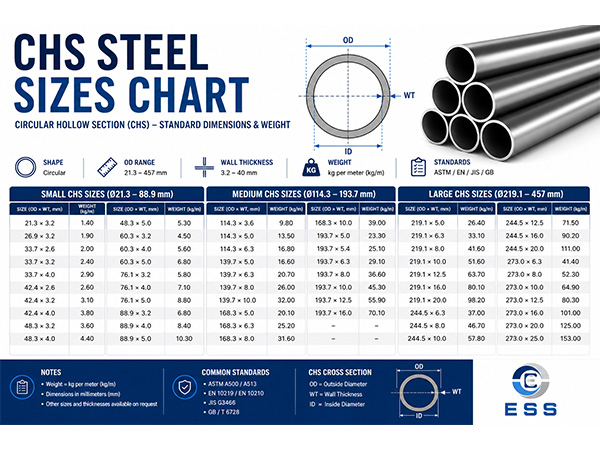
For detailed dimensions, schedules, wall thickness charts and specifications, see ERW Pipe Specifications and Models. If you need the standardized outside diameter (OD) and nominal diameter (DN) system used in European standards, refer to EN 10220 Steel Pipe Dimensions.
3. How Is ERW Pipe Manufactured?
ERW pipe is manufactured through a continuous roll forming and high-frequency welding process. In modern steel pipe production, flat steel strip or hot rolled coil is gradually formed into a tubular shape and welded along the longitudinal seam using electrical resistance heat.
Compared with traditional fusion welding methods, the ERW process is designed for continuous large-scale production with stable dimensional consistency and efficient manufacturing speed.
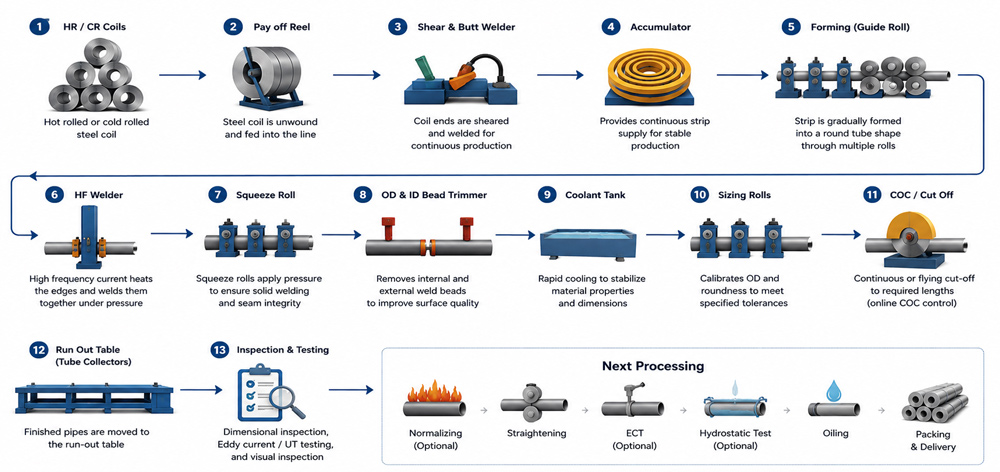
Basic ERW Pipe Manufacturing Flow
Steel Coil→Slitting→Forming→High Frequency Welding→Scarfing→Sizing→Inspection→Cutting & Packing
3.1 Steel Coil Preparation
Production normally begins with hot rolled steel coil. The material is selected according to required pipe specifications, steel grade, wall thickness, and applicable manufacturing standards.
3.2 Slitting
The steel coil is slit into strips with suitable width based on the target pipe diameter and wall thickness requirements before entering the forming line.
3.3 Roll Forming
The steel strip passes through multiple forming rollers that gradually shape the flat strip into a round tubular profile while leaving an open seam at the top.
3.4 High Frequency Welding
High-frequency electrical current is concentrated at the open seam edges, generating heat through electrical resistance. The heated edges are then forged together under pressure to create a continuous longitudinal weld seam without conventional filler metal.
3.5 Scarfing
After welding, the external weld bead is typically removed to improve surface smoothness and dimensional consistency.
3.6 Sizing and Straightening
The welded pipe passes through sizing rollers to achieve the required outside diameter, roundness, and straightness for finished production specifications.
3.7 Inspection and Finishing
Finished ERW pipes undergo dimensional inspection and weld quality checking before cutting, marking, bundling, and packing for shipment.
For more detailed information about ERW pipe production equipment, welding systems, and quality control procedures, refer to our related technical resources on ERW pipe manufacturing and inspection.
4. Why Is ERW Pipe Widely Used in Industry?
ERW pipe has become one of the most widely used welded steel pipe types in modern industry because the manufacturing process supports continuous large-scale production, stable dimensional control, and efficient commercial supply for standard pipe applications.
4.1 Continuous Production Capability
Coil-based manufacturing allows pipe mills to maintain stable high-volume output for common industrial pipe sizes, making this process suitable for large infrastructure projects and commercial distribution markets.
4.2 Consistent Dimensional Control
Modern forming and sizing systems help maintain relatively stable outside diameter, wall thickness, and roundness throughout production.
Consistent dimensions are important for pipe installation, automated welding, threading, coating, and structural fabrication processes used in industrial projects.
4.3 Practical for Standard Industrial Applications
High-frequency resistance welded pipe is commonly used in medium and low pressure systems where production efficiency, dimensional consistency, and commercial availability are important.
5. FAQS
Q1: What does ERW stand for in steel pipe?
ERW stands for Electric Resistance Welded, a manufacturing process that joins steel strip edges using high-frequency electrical resistance heat and pressure.
Q2: Is ERW pipe welded or seamless?
ERW pipe is a welded steel pipe. It is manufactured from steel coil and contains a longitudinal weld seam formed during the electric resistance welding process.
Q3: What standards are commonly used for ERW pipe?
Common ERW pipe standards include ASTM A53, ASTM A500, API 5L, and EN 10219, depending on whether the pipe is used for structural, industrial, or pipeline applications.













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.