1. The wrong edge defect of the ERW steel pipe
The wrong edge defect of the
ERW pipe is also called welding, which means that the two edges of the pipe blank are misplaced when welding, as shown in Figure 1. Even after clearing the inner and outer burrs, the traces of the wrong edges can be seen on the surface and outside of the steel pipe, as shown in Figure 2. The main hazard of the wrong edge is to reduce the effective wall thickness of the steel pipe. The APISPEC5L standard stipulates that the wrong edge of the welding steel pipe plus the remaining burrs must not be greater than 1.5mm (0.060in). In addition, the wrong edges will also affect the steel pipe ultrasonic and X -ray test. During the use of steel pipes, the wrong edges will also become the starting point of chemical corrosion of steel pipes.

Fig1 Swatching the wrong edge and normal connection
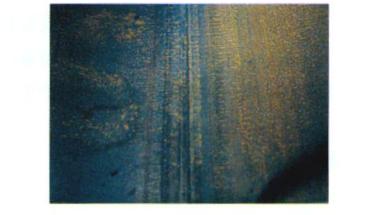
Figure 2 Inner burr after removal of the edge residual
2. Reasons for the cause of error -pipes in the steel pipe
2.1 The wrong side of the molding quality is not good
The ERW steel pipes should be gradually rolled into barrels through a series of rolls (coarse molding, roller strings, and fine forming). The molding quality has a great impact on the welding quality. If a central offset appears when the steel band is in forming, the edge of the pipeline billet will cause wrong edges. Usually this wrong edge is in one direction, which is easier to judge. Secondly, if the number of ginsengs for molding roller is not set properly, before entering the squeeze roller, the height of the two edges of the steel changes in the shape of a wavy shape.
2.2 Effects of Squeezing pressure
The ERW steel pipe is to complete the welding through the squeeze of the squeeze roller by the edge of the squeeze roller. The squeezing pressure is one of the main parameters of the welding process, which has a great impact on the quality of the ERW steel pipe. Squeezing pressure is small, the number of common crystals, low weld strength, and non -metal mixed and formed oxide remains in the weld also affect the intensity of the weld. Squeeze all out to reduce the intensity of the weld. In addition, the over -squeezing pressure is easy to form wrong edges, and it is difficult to adjust this wrong edge pressure without reducing squeezing pressure. Under normal circumstances, the squeezing pressure is different from the permeal length of the tube before and after the squeezing roller, which is represented and calculated. Usually the squeezing amount is half of the thickness of the steel pipe wall.
2.3 Impact of Rolls and Works
(1) The impact of rolls
The rolls that have an influence on ERW steel pipes are mainly refined rolls and squeezing rollers. The amount of fine wear of refined rolls is too large, and the amount of fine wear on both sides of the fine -tapping rolls is different. And the two squeezed roller grinding different amounts of grinding will cause wrong edges. This wrong edge generally has a certain periodic.
(2) The influence of roll bearings
The bearing damage of the squeezing roller causes the squeezing roller to not rotate or rotates unevenly, which will cause unevenly squeezing pressure, which will cause wrong edges. In addition, a large amount of bearing has a large amount of grinding or a large gap between the bearing, which will also cause uneven rotation of the squeezing roller to produce wrong edges.
(3) The impact of the quality of the rollwork installation and installation
Excessive rolls and side extrusion rollers are not installed. Excessive gap between the upper squeezing roller shaft and bearing and shaft and roller seats will cause the wrong edge.
3. Determination and confirmation of the wrong edge
The judgment and confirmation of the wrong edge mainly depends on the observation of visual inspections. When there are obvious wrong edges, you can find it after the squeezing roller, but the small wrong edge must be observed in the inner and outer burrs and the weld shape after the inner and outer burrs are cleared. You can judge from the following aspects.
(1) Observe the outer burrs, welded and squeezed out of the middle part of the outer burrs.
(2) The welding tract is not straight after the burrs are cleared.
(3) Observe the inner burr. If the inner burr occurs, there may be misconductal defects.
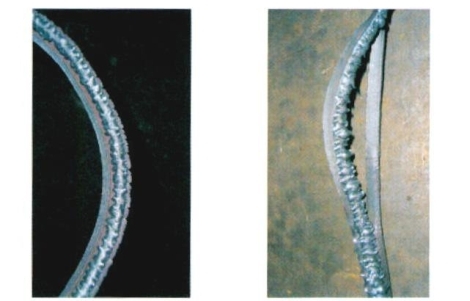
Figure 3 The internal and external burrs during the wrong edge
4. The adjustment and elimination of the wrong edge
When the wrong edge occurs, the reason for judging the wrong edge according to the wrong edge phenomenon can be adjusted by the following measures:
(1) After the steel enters the molding machine, make sure that the steel center should not deviate from the rolling center. When the waves and drums and drum packs appear on the edge of the billet, reasonably adjust the refined forming reduction and small roller. Waves and drums.
(2) Select reasonable process parameters, especially the appropriate welding squeeze pressure.
(3) Repair the rolls with different wear volumes on both sides of the rolls of the roller orientation of the roller, and repair the squeeze roller of the edge damage.
(4) Check and replace the bearings with large wear or large bearing gaps to do a good job of lubrication of the bearings.
(5) Make sure the roll installation level is ensured when changing the track, eliminating the excessive gap between the squeezing roller shaft and bearing and the shaft and the roller seat.
5. Conclusion
The phenomenon of wrong edges is a common phenomenon in the production of ERW steel pipes, especially in the production of thin -walled pipes. When the wrong edge is generated, the cause of the wrong edge must be found, and then the corresponding measures are taken to eliminate the wrong edges. It should be noted that in normal production, due to the large drums before and after the raw material docking welding, the wrong edges are easily generated when the squeezing roller can be used to eliminate the wrong edge by fine -tuning the squeeze roller.
Read more: ERW Pipe Specifications and Models or Seamless pipe vs erw pipe













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.