Effect of Cu on the production of stainless steel seamless pipes
S32205 duplex stainless steel is the most widely used duplex stainless steel. It is a composite stainless steel composed of 22% Cr, 2.5% Mo and 4.5% Ni-N alloy. Its standard grade is 022Cr23Ni5-Mo3N. It has high strength and good corrosion resistance. Impact toughness and good overall and local stress corrosion resistance. However, duplex stainless steel has the characteristics of two phases. It still maintains the dual-phase structure of ferrite and austenite within the hot working temperature range. During high-temperature deformation, due to the difference in deformation behavior of the two-phase structure, the stress distribution is uneven. Cracks are easy to form and expand on the grain boundaries, resulting in a decrease in the thermoplasticity of the steel and poor hot workability.

The S32205 duplex stainless steel pipe produced by the two-roller cross-rolling and perforation process has a tube blank specification of φ65 mmx5 mm. In a batch of products, spiral cracks appear on the surface of almost every barren pipe in individual furnace numbers. The cracks are in the form of intermittent folding or continuous folding. In order to find the cause of the crack, scientific test methods were used to analyze the cracked S32205 perforated pipes in this batch to find out the cause of the crack and provide theoretical basis and technical guidance for subsequent production.
1. Experimental analysis
S32205 dual-phase steel has tube cracking during two-roll cross-rolling and piercing. This is due to both the raw material (chemical composition, inclusions, residual defects on the surface) and the influence of heating conditions (heating temperature, heating time, piercing speed, etc.) . This time, the S32205 dual-phase steel perforation blanks were produced in 5 heats. Only one heat number showed spiral cracks on the surface of the waste pipe. Under the same production conditions, it was initially suspected that the cracks were caused by the raw materials. .
Through the analysis of the chemical composition, inclusions, and metallographic structure of the cracked area of S32205 dual-phase steel, no obvious inclusion accumulation and slag inclusion were found at the cracked area, and no serious oxidation was found at the crack tip, except at individual grain boundaries. There is slight carbide precipitation and no harmful phase precipitation. Compared with the perforated normal sample, the ferrite content at the crack is less. In dual-phase steels, the austenite phase has higher hardness and the ferrite phase has lower hardness at high temperatures. During hot working deformation, the softening mechanisms of the two-phase structures are also different. The softening mechanism of ferrite is dynamic recovery, which can occur even at lower strains. The main softening mechanism of austenite is dynamic recrystallization, and dynamic recrystallization can only occur at high strains. occur. So in the heat
During the processing process, the imbalance of stress and strain distribution in austenite and ferrite causes cracks to easily form and expand at grain boundaries. This is the fundamental reason for the poor thermoplasticity of duplex stainless steel. Therefore, reasonable control of ferrite content is the solution. Important method for cracking of duplex steel.
Analyzing the chemical composition of the samples, it was found that the residual Cu content in the cracked furnace samples reached 0.41%, while the Cu content in the uncracked furnace samples was 0.15%. Cu is an austenite-forming element, so it is necessary to conduct in-depth research. The relationship between Cu element and hot working plasticity of S32205 dual-phase steel was explored.
2. Correspondence between Cu and perforation cracking
Summarizing the recent mass production of S32205 dual-phase steel, comparing the residual element content of cracked and uncracked furnace numbers, it was found that the higher the Cu content in cracked furnace steel, the greater the proportion of perforation and cracking, and when the Cu content exceeds 0.20% , the proportion of S32205 perforation and cracking is increasing. The specific relationship between Cu content and cracking is shown in Table 1. The normal cracking ratio of dual-phase steel in a certain factory is 1.0%, which exceeds this range. It is also demonstrated from the side that the above may be caused by the raw materials. GB/T 31303-2014 "Austenitic-ferritic duplex stainless steel rods" does not limit the Cu element, but in actual production, the Cu content in S32205 duplex steel is usually controlled at 0.5% Below, in order to find out the relationship between Cu content and S32205 duplex stainless steel
The corresponding relationship between steel cracking and the influence of hot working properties under different Cu contents on the cracks of S32205 duplex stainless steel raw pipes are analyzed to provide guidance and reference for subsequent production.
|
Table 1 Correspondence between Cu content (mass fraction) and cracking rate of S32205 duplex stainless steel
|
|
Cu content/%
|
Crack count
|
Normal count
|
Proportion of cracked counts/%
|
|
Cu≤0.10
|
1
|
195
|
0.51
|
|
0.10<Cu≤0.20
|
3
|
340
|
0.87
|
|
0.20<Cu≤0.30
|
3
|
174
|
1.69
|
|
0.30<Cu≤0.40
|
4
|
120
|
3.32
|
|
0.40<Cu≤0.50
|
4
|
52
|
7.14
|
3.Thermo-Calc thermodynamic calculation
The design requirements for the smelting composition of S32205 duplex stainless steel are shown in Table 2. The Thermo-Cale thermodynamics software was used to simulate the property diagram of this steel type under this composition (Cu element is based on a mass fraction of 0.1%). The specific solidification process and precipitation phase are shown in Figure 1.
|
Table 2 S32205 duplex stainless steel composition (mass fraction) design requirements %
|
|
Require
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ni
|
Mo
|
|
Standard value
|
≤0.03
|
≤1.0
|
≤2.0
|
≤0.03
|
≤0.02
|
22.0~23.0
|
4.5~6.5
|
3.0~3.5
|
|
Target value
|
0.02
|
0.5
|
1.45
|
-
|
0.001
|
22.4
|
5.15
|
3.08
|
|
Standard value: GB/T 21833-2008 (Austenitic ferritic duplex stainless steel seamless steel pipe).
|
By using Thermo-Cale thermodynamic calculation software, the solidification process property diagram of the target component of S32205 duplex stainless steel is obtained. The transformation process of S32205 from liquid to solid mainly includes liquid phase, austenite phase, ferrite phase and σ phase. It can be seen that S32205 duplex stainless steel begins to solidify at 1465C. When the molten steel solidifies from the liquid phase to the solid phase, ferrite will first precipitate in the liquid phase. At 1334C, austenite A will slowly precipitate in the ferrite, and then As the temperature decreases, the proportion of austenite increases. When the austenite A content increases to 40%, the material has the best thermoplastic properties. The temperature at this time is called the optimal thermoplastic point 40%A temperature. Since S32205 duplex stainless steel is a high alloy steel, secondary phases will precipitate during the solidification process, σ phase will precipitate at 955 C, and Cr2N phase will precipitate at 965 C. Borrowing the property diagram of S32205 dual-phase steel, it was determined that various harmful phases would precipitate below 955C, especially the σ phase. A large number of literature and research show that: σ phase is the most harmful phase in S32205 duplex stainless steel. Its main components are Cr and Mo. Its mechanical properties are mainly characterized by high hardness and brittleness, which also makes the precipitation of σ phase Seriously affects the toughness and plasticity of the material. Combined with the temperature of the precipitated phase, the hot working temperature of S32205 dual-phase steel is determined to be 1100~1250 ℃.
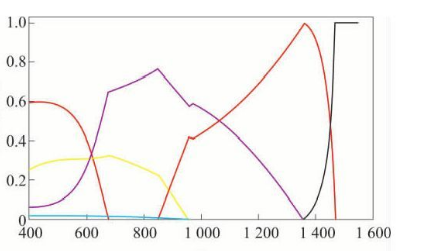
X: temperature/℃
Y: phase content/mol
Blue: hexagonal close-packed structure (HCP) yellow: σ phase purple: austenite red: ferrite black: liquid phase
Figure 1 Schematic representation of the solidification process and precipitation phase of S32205 duplex stainless steel
4. Thermal processing performance analysis
Fe-Cr-Ni series metals have three phases in the solid state: ferrite (x) phase, austenite phase and σ phase. Austenite and ferrite are dual
Phase The main phase in stainless steel. For most duplex stainless steels, due to earlier precipitation of ferrite and higher composition, the microstructure of duplex stainless steel shows austenite islands dispersed in the ferrite matrix. Liquid duplex stainless steel mainly solidifies into the ferrite phase of the BCC body-centered cubic structure and then partially transforms into the austenite phase through solid phase transformation as the temperature decreases. Alloying elements will diffuse during this solid-state phase transformation, and the austenite-stabilizing elements (Ni, C, N, Cu, etc.) will tend to be enriched in austenite, and the same austenite-stabilizing elements (chromium, Molybdenum, etc.) will be concentrated in ferrite.
The Schafler phase diagram divides alloying elements into two categories: ferrite and austenite stabilizing elements. and proposed the Schafler equation,
All elements are expressed as chromium equivalents (Creq) and nickel equivalents (Nieq) according to their stabilizing effects in different phases. The functional form of its ferrite content Fx is as follows:
Creq=Cr+ 1.73Si+0.88Mn
Nieq=Ni+24.55C+21.75N+0.4Cu
Finclude=-20.93+4.01Creq-5.6Nieq+0.016T
Among them, T is the annealing temperature, which is 1 050~1 150 C.
When the Cu element content in S32205 dual-phase steel is 0.1%, its ferrite content at high temperature is 43.0%. When the Cu element content is 0.41%, its ferrite content at high temperature is 41.0%. It can be seen that as the Cu element content increases, the ferrite content shows a slowly decreasing trend when the temperature is constant. Since the matrix structure of duplex stainless steel is a mixed structure of ferrite and austenite, the thermoplasticity at high temperature is also different. In order to improve the hot working shaping of duplex stainless steel, the ferrite content and austenite content at high temperature are A relationship close to 6:4 is more conducive to thermal processing production 1621. In addition, as the main factor leading to a significant decrease in yield strength, the degree of edge cracking depends on the alloying elements and their distribution characteristics.
The cracking susceptibility index (CSI) represents the relationship between the degree of edge cracking and the amount of alloying elements:
CSI=45.2C+ 18.3N+Mo+Cu+0.65Ni-297B-0.14Cr-0.7Mn
If the CSI value is above 5.5, visible localized cracking will occur in duplex stainless steels.
Since the chemical composition of steel determines the temperature range of "thermal defects" caused by element segregation, trace elements and impurity elements can seriously harm the thermal processing performance, and s and P are also considered harmful elements. In addition to this, other trace elements such as lead, bismuth and tin also have a negative impact on material properties. The thermoplasticity index (HDI) characterizes the influence of components on phase balance (Creq and Nieq) and grain boundary strength. High thermal ductility dual-phase steel has a high HDI index:
HDI=Cr+0.6Mo-0.9[Ni+Cu+1.9Mn+35(1.5C+N)]+270(2.5B-S)
It is obtained from the cracking sensitivity index CSI and thermoplasticity index HDI: as the Cu element content increases, the cracking sensitivity index CSI shows a linear increase trend, while the corresponding thermoplasticity index HDI shows a downward trend.
Based on the changes in Cu element content, as the Cu element content in S32205 duplex stainless steel increases, the ferrite content in the matrix decreases and the corresponding austenite content increases. In view of the deformation of the two phases during the hot working process This situation has caused the subsequent perforation and cracking sensitivity of S32205 duplex steel to increase and the hot processing plasticity to decrease, which has greatly affected the perforation quality of S32205 duplex stainless steel. Therefore, the subsequent S32205 duplex stainless steel must be strictly smelted during the smelting process. Control the content of residual element Cu.
5.The influence of Cu on the precipitation of each phase
Use Thermo-Cale thermodynamic calculation software to confirm the changes in CrN, σ phase and the optimal thermoplastic point 40%A temperature when the Cu content changes, as shown in Figure 2. It can be seen that as the Cu content increases, the precipitation temperature of the σ phase remains unchanged and has been stable at 955°C. The composition of the σ phase is mainly related to elements such as Cr and Mo, and has nothing to do with the Cu element; however, as the Cu element increases , resulting in an increase in the precipitation temperature of Cr2N, especially when the Cu content exceeds 0.2%, the precipitation temperature of Cr2N increases more significantly; in addition, as the Cu content increases, the austenite content in S32205 dual-phase steel increases, and the precipitation temperature of Cr2N increases more significantly. The optimal thermoplastic point 40%A temperature is also increasing. The optimal thermoplastic range (40%A~CrN phase precipitation) has a significant decrease after the Cu content exceeds 0.2%. Therefore, the Cu content in S32205 dual-phase steel is It is best to control it below 0.2%.
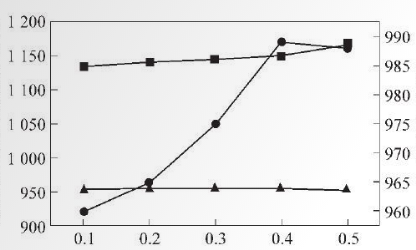
Left: 40%A temperature and σ phase precipitation temperature/℃
Medium: Cu content/%
Right: Cr2N precipitation temperature/℃
(Top: Austenite content 40%, Middle: σ phase, Bottom: Cr2N)
Figure 2 Phase change curves of S32205 duplex stainless steel when Cu changes
6.Solution
By summarizing the perforation production of S32205 duplex stainless steel, there are two main methods to improve the thermoplasticity of S32205 duplex stainless steel. The first is to control the residual element Cu content in smelting production to ensure that the Cu content is controlled at 0.2%. within the range; however, during the production process, since the smelting of S32205 dual-phase steel uses returned materials, the Cu content may be higher, resulting in a higher Cu content in the S32205 dual-phase steel produced by smelting. Removing Cu during the process is a complex process. The current solution is to dilute it by adding alloys. When the Cu content is controlled at 0.3%~0.5%, the temperature in the matrix can be changed by increasing the temperature during the perforation heating process. Another solution is to increase the ferrite content to improve its thermoplasticity, thereby effectively saving costs.
Conduct practical production process demonstration based on theoretical methods. The Cu content of furnace number A is 0.15%, the number of designed perforated counts is 248, the perforation temperature is 1150°C, and the number of perforated and cracked counts is 0; the Cu content of furnace number B is 0.39%, and the designed number of perforated counts is 197 The perforation temperature is 1170℃, the number of perforation and cracking perforations is 2, the perforation and cracking ratio is 1.02%, and the cracking rate is significantly reduced.
7. Conclusion
Regarding the influence of changes in Cu content in S32205 duplex stainless steel on hot workability, we finally get:
(1) Through the analysis of cracked samples of S32205 perforated raw pipes, it is ruled out that perforated cracks are caused by inclusions, slag inclusions, and residual fine cracks on the surface of raw materials; there is no relevant harmful phase precipitation at the crack; this is the main reason for cracking The reason is that the ferrite content in the matrix structure is low, and the thermoplasticity is reduced during the subsequent perforation process, causing cracking under the action of perforation force;
(2) Applying the method of mathematical induction, it was found that as the Cu element content in S32205 steel increases, the proportion of subsequent pipe cracking increases. Especially when the Cu content is above 0.2%, the increasing trend of the cracking proportion is even greater. obvious;
(3) With the help of Thermo-Cale thermodynamic calculation software, it can be determined that the thermal processing temperature of S32205 is between 1 100 and 1 250 ℃.
And whether the Cu content increases or not, there is no impact on the formation and precipitation temperature of the precipitated phase;
(4) As the Cu element content changes in the S32205 dual phase, at the heating temperature - timing, the ferrite content shows a decreasing trend, and its thermal cracking sensitivity index CSI increases, and the thermoplastic index HDI decreases, increasing cracking. tendency;
(5) As the Cu content increases, the precipitation temperature of the σ phase remains unchanged and remains stable at 955 C. The precipitation temperature of CrN increases, especially when the Cu content exceeds 0.2%, the precipitation temperature of Cr2N increases more significantly. , in addition, the optimal thermoplastic point 40%A temperature is also increasing, and the range of the optimal thermoplastic interval is significantly reduced after the Cu content exceeds 0.2%.
(6) By controlling the Cu content in S32205 dual-phase steel or changing the piercing temperature, increasing the ferrite content in S32205 dual-phase steel can effectively improve the thermoplasticity of S32205, and has been demonstrated through practical production.
Read more: Difference between seamless pipe and seam pipe













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








