Oil Casing Surface Defects
The function of oil casing is to support the well wall of oil and gas wells, and ensure the normal operation of the entire oil well during the drilling process and after completion. With the development of the petroleum industry, the geological conditions are becoming increasingly harsh, and the downhole stress state is becoming more and more complex. Tensile, compressive, bending, and torsional stresses act comprehensively on the pipe body, which puts forward high requirements on the quality of the casing. Once the casing is damaged for some reason, the production of the entire well may be reduced or even scrapped.
Among the various defects of the casing, the defects of cracks are the most harmful and should be resolutely eliminated. Because the ends of such defects are sharp, it is easy to generate stress concentration and expand cracks under various forces, resulting in early failure of the casing. Once such defects are found on the
seamless steel pipe, they must be cleaned up, otherwise they can only be scrapped. Here, three kinds of defects with crack characteristics encountered in the production process are listed, their morphology characteristics are introduced in detail, the reasons for the defects are analyzed, and a series of improvement measures are proposed.
1. production process
See Table 1 for the chemical composition of the L80-1 casing produced with A grade. The production process of L80-1 casing is: tube billet heating→cross rolling piercing-→PQF three-roller limited mandrel continuous rolling pipe mill continuous rolling-→sizing-→cooling bed cooling-→sawing to length-→quenching -→tempering-→straightening-→cooling-→thread processing. Quenching adopts the form of external shower + internal spray.
2. defect analysis
2.1 Surface quenching cracks
During the flaw detection of the heat-treated L80-1 casing, a relatively high proportion of internal damage alarms were found. After external damage grinding inspection, it was found that it was a crack defect with a length of 1-2 cm. The metallographic sample is taken for microstructure analysis. The matrix of the metallographic sample is a typical tempered sorbite structure. The crack is perpendicular to the steel pipe surface and expands from the inside to the outside. The crack is straight and straight with sharp ends and tempered on both sides. Due to slight oxidation, no obvious decarburization was observed, and there were no initial defects such as outward folds and inclusions at the crack initiation position. After on-site investigation, the cracks all appeared on the same side of the steel pipe 1m away from the pipe end. The corresponding positions of the quenching heating furnace, tempering heating furnace, quenching roller table and other equipment were checked, and no abnormalities were found. It is observed that the outer shower curtain at this position is uneven in density, and the temperature difference on the surface of the steel pipe during quenching is visible to the naked eye. The surface cooling rate of the steel pipe is different, and the structural transformation will also be inconsistent. The structural stress generated by the volume expansion during the martensite transformation can easily lead to quenching cracking.
2.2 Cracks on the end face
When processing the thread of the L80-1 casing, abnormal chip breaking was found, and after visual inspection, it was found that there were longitudinal cracks on the end surface that were difficult to distinguish with the naked eye. The same defect was also found in the visual inspection of unthreaded steel pipes one by one, with a defect ratio of about 10%. Subsequent analyzes were carried out on cross-sectional specimens taken from the unthreaded end of the steel pipe. The end face cracks are mainly longitudinal cracks, extending from the inside along the diameter to the outside, the cracks are intermittent, the ends are sharp, and there are slight oxidations caused by tempering on both sides, showing a more typical quenching crack morphology, and will appear in severe cases Transverse cracks and star-shaped cracks (Figure 1). The difference between this crack and the general quenching crack is that slight decarburization can sometimes be observed on both sides. After milling 1mm, the decarburization disappears. This may be due to the high tempering temperature of L80-1 (about 670C), and the close contact of the end surface crack with the atmosphere in the tempering furnace.

Fig.1 Metallographic structure of star-shaped quenching cracks on the end face of L80-1 casing
The crack defects on the end face are very small and difficult to detect with the naked eye. Once the thread is processed, it is still not completely removed, and there are great quality and safety hazards. Therefore, the occurrence of crack defects on the end face must be eliminated.
After investigation, in order to improve the quenching uniformity of the quenching machine, improve the bending and performance uniformity of the steel pipe, the speed of the idler roller of the quenching machine was increased, which indirectly improved the cooling efficiency of the outer side of the steel pipe during quenching. The volume expansion caused by martensitic transformation on the outside of the steel pipe leads to the formation of a huge tensile stress on the inside of the steel pipe.” At the same time, it is found through statistics that although they are all A-brand billets, the raw materials for steelmaking are different, and the composition is also very different, especially The content of Cr, Ni, Cu, Mo and other residual elements in the billet smelted by electric furnace is significantly higher than that of converter, which will directly lead to the increase of crack sensitivity of steel pipe.
2.3 Crack-like outward fold
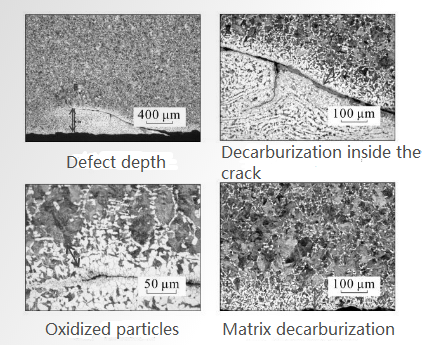
In the flaw detection of the L80-1 casing in the hot-rolled state, a relatively high proportion of trauma alarms were found. After the trauma grinding inspection, the defects were found to be very small, almost imperceptible to the naked eye, and the length was long, about 20cm, similar to longitudinal micro-cracks , but it forms an angle of about 5° with the axis of the steel pipe, and has a certain angle with the surface of the steel pipe. The macroscopic appearance of the L80-1 casing surface is shown in Figure 2. The metallographic sample was taken for microstructure analysis, and the metallographic structure of L80-1 casing cracked outward is shown in Figure 3. The matrix is hot-rolled ferrite network and pearlite, the defect depth is about 0.35mm, and the angle with the steel pipe surface is about 30°, there is an oxide layer in the crack, and there are oxidized particles caused by insufficient oxidation under high temperature waste heat on the edge of the oxide layer (capillary piercing and rolling deformation temperature is about 1200C), the outer decarburization is heavier, and the "streamline" formed by high temperature deformation can be seen, the inner decarburization is lighter, and the depth of the decarburization layer is basically the same as that of the normal matrix. The above morphology is more typical folding features. Different from general folds, the bottom of the defect is narrower, but it is different from the sharp shape of blank cracks and heating cracks, which should be caused by thinner tube walls and larger total deformation.

Fig.2 The macroscopic appearance of outward fold on the casing surface of L80-1
According to the statistics of flaw detection data, it is found that the alarm signals of such defects often show a certain regularity. For example, when two or three defects are found on the same steel pipe, the distances are often similar, and the angle of the flaw detection signal is relatively fixed. Crack-like outward bending defects occur from time to time on different types of billets rolled by different manufacturers, and generally appear concentrated on steel pipes rolled in the same period. Afterwards, the piercing and rolling process was focused on tracking, and it was found that during the period when such defects appeared, the production volume of thin-walled CrMo steel, P9, 13Cr and other high-alloy steels was relatively large, and the surface of the piercing roll was severely damaged. obvious correspondence. Therefore, it is inferred that this type of defect is due to the serious bump damage on the surface of the perforated roller, which rolls out bumps on the billet, and is formed after being pressed into the surface of the steel pipe during the subsequent pipe piercing and rolling process.
3. Improvement measures
Quenching cracks - on the one hand, it is caused by improper cooling during quenching, on the other hand, it is also related to the crack sensitivity of the material itself. In view of the above surface quenching cracks and end face cracks, the following improvement measures have been taken:
(1) Dredge the nozzle of the quenching machine to improve the uniformity of outer shower cooling;
(2) Appropriately reduce the content of C element, reduce the structural stress caused by martensite transformation during quenching and the hardness of martensite after quenching, thereby reducing the crack sensitivity of the material;
(3) In view of the characteristics of high residual element content in electric furnace smelting billets, the Mn content should be appropriately reduced.
After the above measures are fully implemented, surface quenching cracks and end surface quenching cracks have been effectively controlled, and have not been found again so far, and because the quenching strength has not been reduced, the cooling capacity of the quenching equipment has been maintained, ensuring uniform performance of seamless steel pipes sex and straightness. For the small outward fold cracks caused by the bumping of the perforated rolls, the monitoring of the piercing and rolling process was strengthened, the amount of steel passed was controlled, the inspection frequency of the perforated rolls was increased, and the perforated rolls were inspected and repaired by changing specifications and other gaps, and the defect rate was significant. reduce.
4. Epilogue
Through the analysis of the macroscopic and microscopic structures of the above three types of defects, and the location distribution statistics, and closely combined with the situation of on-site production and flaw detection, the cause of the defects has been accurately located, and the improvement measures taken are practical and effective, so that the occurrence rate of defects has been improved. This ensures the quality and safety of casing products.













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








