1 The significance of improving straightness
The local deviation of the
welded pipe relative to the straight line in a certain length range is called straightness, and is divided into full-length straightness and end straightness. The full-length straightness is mainly discussed now. Restricted by road and railway transportation, the nominal length of domestically processed longitudinal welded pipes is mainly 12 m; at the same time, in order to facilitate on-site girth weld butt joints, it is necessary to control the straightness of
LSAW steel pipes. During the welding process, the welding groove needs to be pre-opened. If the straightness is too large during the production process, it will inevitably affect the processing quality of the equipment on the steel pipe groove surface, resulting in uneven grooves, pipe end cuts, etc., thereby reducing construction efficiency and causing Welding quality risk.
In order to reduce the decrease in the service life of the pipeline caused by the erosion of the field environment, generally the inner and outer surfaces of the pipeline need to be pre-treated before being put into use to isolate the external environment, and the straightness will have the following effects on the quality of the anti-corrosion: ① three-layer structure polyethylene anti-corrosion The layer (3PE) is uneven, the width of the PE diaphragm changes, and the problem of edge misalignment occurs in severe cases, the number of local PE layers does not meet the specified requirements, and the thickness distribution along the helix is insufficient; ② Bubbles appear at the end of the 3PE anti-corrosion pipe. When the straightness of the steel pipe is out of tolerance, the nozzles of the front and rear steel pipes cannot be completely engaged during the transmission process, that is, there is a gap. When the magnitude of the gap exceeds the ability of the intermediate frequency pressure roller to remove air bubbles, the lower tube end will produce bubbles. , under the premise of ensuring the straightness accuracy of the roller table of the coating line, the bubble problem at the pipe end is related to the straightness deviation of the steel pipe.

2 Analysis and Discussion on Influencing Factors of Straightness
2.1 Influence of welding asymmetric deformation
Assuming that the material properties are uniform, the thickness of the steel plate is uniform, and the deformation during the forming and expanding process is completely symmetrical, in the above ideal situation, the problem of straightness of the steel pipe occurs because the position of the weld on the steel pipe is asymmetrical, that is, the double-sided longitudinal submerged arc welded pipe The weld is in a longitudinal eccentric position, and the resulting contraction force F is eccentric. Therefore, the shrinkage force not only shortens one side of the steel pipe, but also causes the component to bend, that is to say, when the manufacturing accuracy and material properties are not considered, the deflection f of the welded structure determines the change of the straightness of the welded pipe. The deformation of longitudinal welded pipe caused by welding longitudinal stress is shown in Fig. 1, and the deflection f=FfeL2(8EI). It can be seen that the deflection f is directly proportional to the contraction force Ff and the eccentricity e, and is inversely proportional to the steel pipe stiffness EI. Among them, E is the modulus of elasticity, and I is the moment of inertia of the steel pipe.
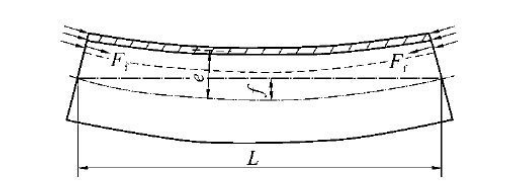
Fig. 1 Schematic diagram of deformation of longitudinal welded pipe caused by welding longitudinal stress
2.2 The influence of the shrinkage deformation difference of the base metal of the weld.
The shrinkage deformation of the weld seam of the longitudinal seam welded pipe is inconsistent with the base metal, and it will go through two stages: one is the shrinkage deformation of the welding seam during the cooling process, as shown in Figure 1, this shrinkage not only produces the shrinkage force Ff but also makes the length of the weld seam appear Substantial shortening; Second, because of the difference in plasticity between the weld and the base metal, the shrinkage of the base metal and the weld in the length direction is inconsistent after diameter expansion. Generally, the weld has poor plasticity and less shrinkage, and the base metal has good plasticity and shrinkage big.
2.3 The influence of "pout"
In addition to the straightness change due to the welding shrinkage deformation and the deformation difference caused by the strength and toughness of the weld and the base metal,
The local pipe shape after forming, especially the weld "pout" (the maximum deviation from the theoretical profile of the pipe) will also have a significant impact on the final straightness of the pipe. Also taking the φ711 mmx19.1 mm steel pipe as an example, the “pout” of the weld seam after pre-welding is controlled at -0.5~1.0 mm, and the straightness after diameter expansion is 4-8 mm; the “pout” after pre-welding is controlled at 2.0 At ~4.0 mm, the straightness will increase significantly, and the maximum can reach 16mm without adjusting the expansion parameters. In the actual production process, the change of "pout" (usually -1.5~+1.5 mm, that is, control of "inner pout" and "outer pout") can be used to control the degree of forward bending and reverse bending tendency of the steel pipe. Excessive "pout" often causes strong stress concentration at the weld toe during the plastic deformation of diameter expansion, which increases the risk of cracking in the guided bending test and even causes cracking in diameter expansion after welding, and this risk is related to Steel grade increases into a positive correlation.
2.4 The influence of forming on the straightness of steel pipe
When JCOE is formed, the straightness of the steel pipe after forming is directly related to the positioning accuracy of the forming pushing trolley. Taking φ711 mmx19.1 mm steel pipe as an example, the number of pressing times is 15 steps, and the step length of each step is 1299 mm. If there is a certain error in the positioning accuracy of the pushing trolley during the pressing process, an axial misalignment of 5 mm or even more than 10 mm may occur after multi-step forming , so that the helical deflection of the weld seam occurs, especially the torsion effect of the longitudinal shrinkage deformation of the weld seam after welding makes the helix of the weld seam more serious, and even causes the diameter expansion process to not be completed at one time. JCO forming bending and steel pipe axial misalignment are shown in Figures 2-3.
Fig. 2 JCO forming bending diagram
Fig. 3 Schematic diagram of axial misalignment of JC0 formed steel pipe
The forming process is completed by the cooperation of the main working components, the forming vertical plate and the horizontal pushing trolley perpendicular to the vertical plate. In order to ensure the accurate axial positioning of the steel plate, it is necessary to regularly measure the positioning accuracy of the single side trolley and ensure controllability. The control requirement of misalignment ≤ 10mm, the positioning accuracy of the equipment is measured every 12 hours during the operation of the equipment, and adjusted, the positioning accuracy is controlled to be less than 5 mm, and the pre-feeding of the welding process is performed to simulate welding first to prevent the knife wheel from deviating from the center of the welding seam during the welding process The welding offset problem caused by it occurs. As mentioned above, the straightness caused by welding already exists before the diameter expansion, because the adjustment range of the expansion rate is limited, if the length shrinkage difference between the base metal and the weld seam is too large, the straightness of the steel pipe will inevitably be too large, and it can be shaped by proper setting The deflection compensation value of the lower die corrects the bending, and the deflection of the JCO lower die table is shown in Fig.4. The pipe making process is a forming process from the steel plate to the steel pipe. This process is affected by the uniformity of the forming mold. In order to compensate for the unsatisfactory longitudinal deformation of the steel pipe caused by the uneven local force during the pressing process, the forming equipment is equipped with a deflection compensation function. During the pressing process, the problem of unevenness of the pipe body is solved by performing convex compensation on the lower mold. At the same time, this function can also be used to obtain a certain deflection before welding, so as to achieve the problem of coordinated welding and expansion strain difference.
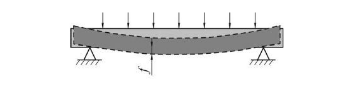
Fig.4 The deflection of the mold table under JC0 forming
2.5 Effect of diameter expansion on steel pipe straightness
During the expansion process of the first 6m of the straight seam welded pipe, the steel pipe is in a non-free state, and the relative position of the expanding head and the steel pipe directly affects the deformation symmetry. At the same time, this difference in symmetry can be used to change the relative position between the expanding head and the steel pipe by adjusting the clamp height, front support height, step length, etc. parameter settings within a certain range, and then adjust the straightness of the steel pipe.
3 Welding finite element qualitative analysis
3.1 ABAQUS software simulates the change of steel pipe welding straightness
The physical and mechanical performance parameters of related materials are highly correlated with temperature during welding, and the material performance parameters will change at different temperatures, and it is difficult to obtain the performance parameters of materials at high temperatures accurately. Therefore, when performing welding finite element simulation, refer to the literature and some data measured in the laboratory, and take some values of key points of the simulated material, and use ABAQUS software to extrapolate or interpolate the material parameters at each temperature.
The welding finite element model is directly modeled by ABAQUS software. Considering the symmetry of steel pipe welding, 1/2 of the weld side is taken as the welding model for modeling. Considering the computer configuration level and calculation cost, the length of the simulation analysis model is set at 2.5 me. When setting the material parameters, the elastic modulus, thermal conductivity, yield strength, and thermal expansion coefficient of the material are all set according to the ideal model, and the other parameters are selected reasonably. attribute parameter. When dividing the grid, select the DC3D8 element (8-node linear heat transfer hexahedron) type with temperature-displacement coupling characteristics to effectively solve the three-way linear problem and solve the temperature. In order to improve the quality of the calculation and ensure the accuracy of the calculation, the grids of the steel pipe weld and the heat-affected zone are encrypted, and the grid seeds near the base material and the base material are distributed progressively, so as to divide the finite element network with different mountain density grid. During the finite element simulation calculation, the thermal convection boundary and thermal radiation boundary are reasonably set, the middle section of the weld is adiabatic, the normal plane of the X axis is used as the symmetrical plane, and the two ends of the finite element model are fully fixed and constrained. The ambient temperature is 25C room temperature. The loss of welding heat energy is mainly through heat radiation. The higher the temperature, the more obvious its effect. The most obvious area of influence is the weld seam and the heat-affected zone.
4 Epilogue
(1) Under the premise of a certain steel plate performance, when the expansion rate increases, the longitudinal deflection caused by the single factor of the shrinkage difference also increases due to the increase in the length shrinkage difference between the weld and the base metal, so a smaller one should be selected Expansion rate for pipe making.
(2) The ideal steel pipe straightness can be obtained by forming pre-strain, controlling "pout" and reasonably selecting the expansion strain and expansion process;
(3) The rationality of pre-control measures such as forming "pout", ellipticity and straightness is proved by ABAQUS finite element analysis.













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








