Preventive measures for hydrogen-induced defects in LSAW steel pipe
Hydrogen is an element that seriously harms the performance of welds. The presence of hydrogen may cause hydrogen embrittlement, white spots, pores, cracks and other defects in the welds. In severe cases, it may lead to the failure of the welded structure. Therefore, some important welds must be controlled. hydrogen content in. Due to the high operating pressure of large-diameter oil and gas transmission pipelines, the welds bear large tensile stress. During production, the submerged arc automatic welding process is used, and low-hydrogen welding materials are selected to ensure that the hydrogen content in the welds is low. However, during the production process of straight seam submerged arc welded pipes, a small number of hydrogen-related defects may occasionally occur in the welds. Finding and eliminating the sources of hydrogen in the welds is the main task to prevent hydrogen-induced defects in straight seam submerged arc welded pipes.
1. Production Example
1.1 Case 1
At the initial stage of the production line, continuous pores appeared in the inner weld, as shown in Figure 1. The surface of the pores was trumpet-shaped, and it was judged to be hydrogen pores. The inspection found that there was water on the inner wall of the internally welded and unwelded steel pipes, and there was also water in the grooves of some steel pipes. After searching the process before inward welding, it was found that the water on the inner wall of the steel pipe was the water used as coupling agent during ultrasonic flaw detection of the steel plate. It was not cleaned up and remained on the inner surface of the steel pipe after forming. In the steel plate flaw detection process, a post-detection water removal device is added, and pores in the internal weld seam are no longer generated.

Figure 1 Hydrogen pores on the surface of the weld
1.2 Case 2
When producing a batch of Ф914 mm × 24 mm steel pipes in July 2021, defects such as pores, beads, and weld burrs were found in the internal welds many times. When steel pipes of the same specifications were produced using the same process 2 months ago, no similar defects were found. The air holes and clamp beads seen under industrial TV are shown in Figure 2 respectively. The weld flash on the surface of the inner weld is shown in Figure 3(a). The defects were sampled and made into metallographic specimens. The macroscopic morphology is shown in Figure 3(b). The pore is located in the center of the inner weld and is approximately cylindrical in shape with a slightly larger root. The pores seen on industrial television are brighter. The shape of the pores is consistent with the characteristics of hydrogen pores.

(a) Stomata
(b) Clamp beads
Figure 2 Air holes and clamped beads observed in industrial television
(a) Welding flash
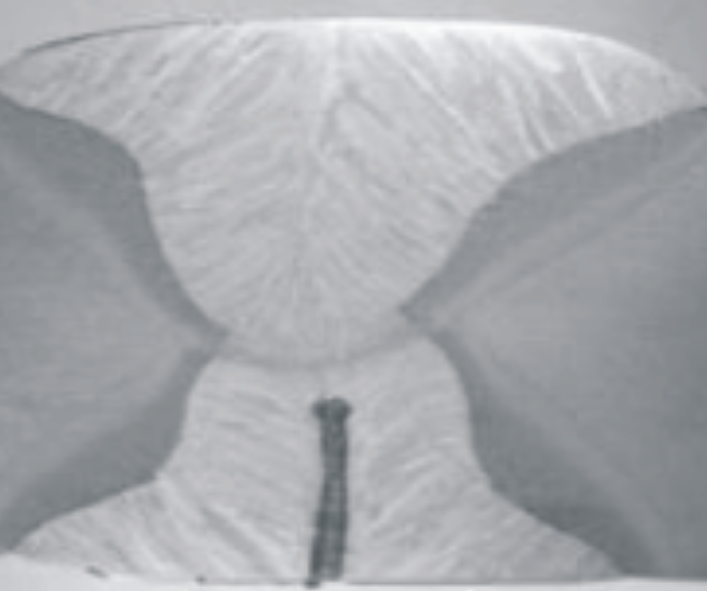
(b) Macroscopic morphology
Figure 3 Weld nodules on the surface of the internal weld and macroscopic morphology of the metallographic sample
On-site investigation found that oil dripped from the forming machine's lowering beam cylinder onto the groove surface during the steel pipe forming process. Add protective measures to the forming position to prevent oil from dripping onto the steel pipe, and require internal welding positions to be inspected before welding. If oil is found on the surface or edge of the groove, wipe off the oil with thinner before welding to eliminate the pores.
1.3 Case 3
When producing a batch of Ф813 mm×17.5 mm The fracture position of the tensile specimen is the weld, and the center of the weld cracked during the reverse bending test; white spots can be seen from the fracture of the weld tensile specimen, as shown in Figure 4. It is judged that the reason for the poor performance of the inner weld is that Hydrogen embrittlement occurs.

Figure 4 Tensile fracture of weld seam
The inspection found that the steel pipe bevel and welding materials met the requirements. After inspecting the internally welded compressed air dryer, it was found that the desiccant particles in the dryer that were supposed to be spherical had turned into powder and had expired. After replacing the desiccant and re-welding, the impact energy of the weld meets the standard requirements and the hydrogen embrittlement of the internal weld is eliminated.
1.4 Case 4
Two days after the production of a batch of steel pipes, the non-destructive inspection staff reported that they found continuous pores on the outer weld surfaces of multiple steel pipes. The air hole is located in the center of the outer weld, and its position in the length direction is not fixed. The pores are deep and the surface is bell-shaped, with typical hydrogen pore characteristics.
After investigating the external welding positions at the production site, it was found that there was grease on the surface of the centering roller at the steel plate input end of the pre-bending machine, as shown in Figure 5. After removing the butter on the surface of the centering roller, no pores were found in the outer weld.

Figure 5 Butter on the surface of the centering roller
1.5 Case 5
When producing Ф1 016 mm × 21 mm There was a transverse crack at the wall. Ultrasonic flaw detection found that the crack was longer in the wall thickness direction. The cracked part was removed and made into a tensile specimen, which was broken on a tensile testing machine. The fracture surface is shown in Figure 6.

Figure 6 Tensile fracture surface
The surface of the crack is a white brittle fracture, about 5 mm wide, extending upward from the root of the outer weld along the fusion line on one side of the weld. There are hydrogen white spots at the root of the crack near the center of the wall thickness. From this, it can be determined that the crack is a cold crack of the outer weld caused by hydrogen.
After checking the external welding position, it was found that the crane stayed in the middle area of the internal and external welding, and there were oil drops from the crane reduction box on the steel pipe groove. The crane stop area was moved to the position after the external welding, and no similar defects were found again.
2. Reason analysis
Hydrogen-induced defects in the weld are related to the hydrogen content. When the hydrogen content in the weld is low, hydrogen embrittlement occurs; when the hydrogen content in the weld is high, white spots often appear on the tensile or bending section; when the molten pool absorbs A large amount of hydrogen will cause pores in the weld; when the diffuse hydrogen content in the weld is high, the tensile stress it bears will be large and cold cracks will occur.
Measures to control hydrogen in welds include: first, limiting the hydrogen content in welding materials; second, removing rust, oil stains, adsorbed water, etc. on the surface near the welding wire and weldment groove before welding; third, reducing the amount of hydrogen in the weld through metallurgical treatment The hydrogen content in the material; the fourth is to control the welding process parameters; the fifth is post-weld dehydrogenation treatment. In the production process of longitudinal submerged arc welded pipes, the first two measures are mainly used to control the hydrogen content in the weld.
In Case 1, in order to ensure the effect of ultrasonic flaw detection on the steel plate, a large amount of water is used as coupling water. When the production cycle is fast and the steel plate reaches forming, the residual water on the surface of the steel plate has not dried yet and remains in the steel pipe after forming. Due to the internal welding Welding is performed at the 6 o'clock position below. After the steel pipe groove is rotated downward, the water in the steel pipe flows into the groove, and pores are generated after welding.
In Case 2, due to the high temperature in summer, the hydraulic station of the molding machine dissipates heat slowly, the oil temperature rises, the hydraulic cylinder leaks oil, and part of the oil drops in or near the internal welding groove, causing pores in the internal welding seam during welding; due to The position of the pores is close to the root of the inner weld. During external welding, the roots of the pores are easily penetrated by the molten pool metal, and the metal flows into the pores to produce trapped beads. When the pores in the inner weld reach the weld surface, the roots of the pores are penetrated and the liquid metal flows. Weld flashes form on the surface of the weld.
In Case 3, the internal welding flux of the straight seam submerged arc welded pipe has a long transportation distance and is transported by compressed air. Since the compressed air contains moisture, in order to prevent the water in the compressed air from affecting the welding, a heatless regenerative dryer is used to spherical Aluminum chloride removes water as a desiccant. After long-term use, the adsorption capacity of the desiccant decreases significantly or even fails. In summer, the air temperature is high and the moisture content in the compressed air is high. The compressed air after being processed by the dryer still contains a large amount of moisture, although the flux is processed before use. Strict drying is required, but moisture is absorbed during the transportation process. The moisture in the compressed air enters the flux and enters the welding pool through the flux, eventually causing hydrogen embrittlement in the weld.
In Case 4, the butter was applied on the crane hook during the transportation of the steel plate to facilitate loading and unloading. It was not cleaned during loading. When the cleaning belt cleaned the surface before pre-bending, the oil was swept to the edge of the steel plate. When the steel plate passed through the centering roller, , the oil on the edge sticks to the centering roller. When the milled steel plate is put back on line, the edge of the plate contacts the centering roller, and the oil on the centering roller sticks to the down groove, causing pores in the outer weld.
In Case 5, the amount of oil dripped from the crane was small, causing hydrogen embrittlement in the weld. When pores were found in nearby welds for repair welding, the local tensile stress increased, causing cold cracks in the welds. The above cases show that during a long production process, abnormalities in related equipment may lead to the presence of water or oil near the welding groove, causing hydrogen-induced defects in the weld. Only by promptly troubleshooting equipment failures and eliminating the source of hydrogen can we Prevent hydrogen-induced defects in welds.
3. Conclusion
The hydrogen-induced defects of straight seam submerged arc welded pipes are related to oil stains and adsorbed water near the groove of the weldment. Preventing water and oil from entering the welding pool is the main measure to prevent hydrogen-induced defects in the weld. The following points can be used to control oil stains and adsorbed water near the groove of the weldment:
① After flaw detection, the coupling water on the surface of the steel plate should be completely removed to prevent the surface of the steel plate from freezing in winter;
②Prevent molding oil from dripping near the groove of the steel plate;
③ Before welding, check whether there is oil, water, or rust near the groove of the steel pipe. If there is any, it should be removed before welding;
④The desiccant in the compressed air dryer should be replaced regularly;
⑤ The steel plate should not come into contact with oil during transportation, and the oil on the surface of the steel plate should be removed when loading;
⑥The crane in the welding area should stay in the position after external welding as much as possible.













 Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.
Eastern Steel Manufacturing Co.,Ltd not only improve product production and sales services, but also provide additional value-added services. As long as you need, we can complete your specific needs together.








