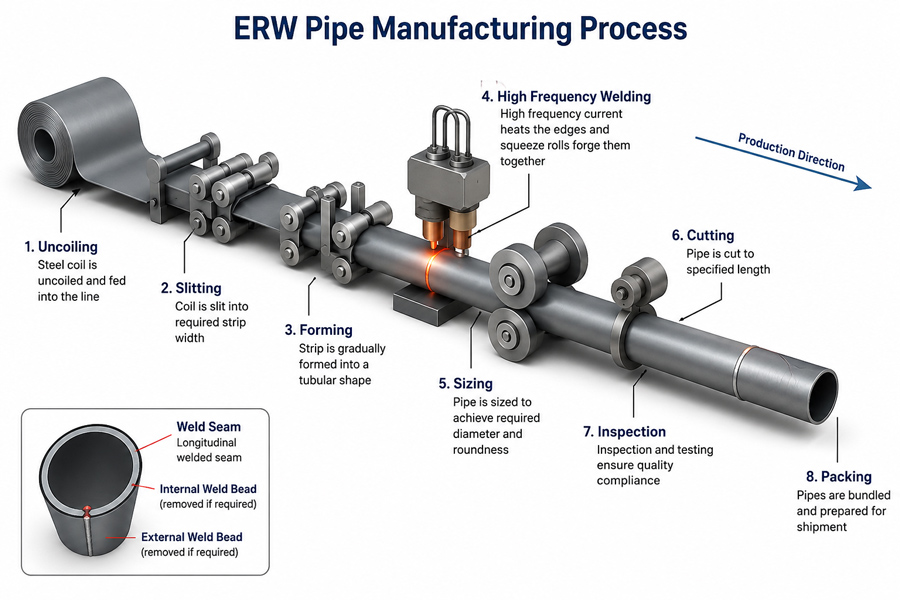
Una línea de producción de tubos ERW está compuesta por múltiples máquinas utilizadas para fabricar tubos de acero soldados a partir de bobinas de fleje de acero.
Los equipos que se muestran a continuación representan las principales máquinas utilizadas en las diferentes etapas del proceso de fabricación de tubos ERW.
1. Lista rápida de equipos
|
Equipo
|
Función principal
|
Etapa del proceso
|
|
Desbobinador
|
Desenrollar bobinas de acero y alimentar de forma continua la línea de producción
|
Alimentación de material
|
|
Enderezadora
|
Aplanar el fleje de acero antes del proceso de conformado
|
Preparación del fleje
|
|
Cizalla y soldadora de extremos
|
Recortar y unir los extremos de las bobinas para garantizar la continuidad de la producción
|
Producción continua
|
|
Acumulador
|
Almacenar temporalmente el fleje para asegurar la continuidad de la línea
|
Buffer de material
|
|
Fresadora de bordes
|
Preparar los bordes del fleje para una soldadura de alta calidad
|
Preparación de bordes
|
|
Molino de conformado
|
Conformar progresivamente el fleje hasta obtener la forma de tubo
|
Conformado
|
|
Soldadora HF
|
Realizar la soldadura longitudinal mediante corriente de alta frecuencia
|
Soldadura
|
|
Unidad de eliminación de rebaba
|
Eliminar el cordón de soldadura exterior tras el proceso de soldadura
|
Post-soldadura
|
|
Tren de calibrado
|
Asegurar el diámetro exterior y la precisión dimensional del tubo
|
Calibrado
|
|
Enderezadora
|
Corregir la rectitud del tubo y reducir deformaciones
|
Acabado
|
|
Sierra volante
|
Cortar los tubos a la longitud requerida durante la producción continua
|
Corte
|
|
Máquina de biselado y refrentado de extremos
|
Preparar los extremos del tubo para soldadura o ensamblaje posterior
|
Acabado
|
|
Máquina de prueba hidrostática
|
Realizar pruebas de presión para verificar la integridad estructural del tubo
|
Inspección
|
|
Equipo de ensayo ultrasónico
|
Detectar defectos internos en la soldadura y el material
|
Ensayos no destructivos (END)
|
|
Equipo de corrientes inducidas
|
Detectar defectos superficiales y subsuperficiales del tubo
|
Ensayos no destructivos (END)
|
2. Categorías principales del equipo de producción de tubos ERW
El equipo de producción de tubos ERW puede dividirse en varias categorías funcionales según su función en la preparación de la banda, el conformado del tubo, la soldadura, el calibrado, el corte y la inspección.
Cada categoría de equipos está diseñada para cumplir una función específica de fabricación, manteniendo al mismo tiempo una producción estable y continua. Aunque las configuraciones de los trenes de tubos ERW pueden variar según el diámetro del tubo, el espesor de pared y la capacidad de producción, la mayoría de las líneas de fabricación de tubos soldados utilizan sistemas de equipos principales similares.
2.1 Equipos de preparación del fleje
Los equipos de preparación del fleje se utilizan para alimentar, aplanar, unir y estabilizar el fleje de acero antes de que entre en la sección de conformado de la línea de producción de tubos ERW.
Esta categoría normalmente incluye desbobinadores, enderezadoras, cizallas con soldadora de extremos y acumuladores. Una preparación estable del fleje mejora la consistencia de alimentación del material y reduce la inestabilidad durante el conformado en producción de alta velocidad.
|
Equipo
|
Función principal
|
|
Desbobinador
|
Desenrollar bobinas de acero y alimentar el fleje a la línea de producción
|
|
Enderezadora
|
Mejorar la planitud del fleje antes del proceso de conformado
|
|
Cizalla y soldadora de extremos
|
Unir los extremos del fleje para garantizar una producción continua
|
|
Acumulador
|
Almacenar temporalmente el fleje durante el cambio de bobina y mantener la operación ininterrumpida
|
2.2 Equipos de conformado
Los equipos de conformado están diseñados para dar forma progresivamente al fleje plano de acero hasta convertirlo en un perfil tubular abierto, manteniendo la alineación de los bordes y la consistencia dimensional.
Esta categoría incluye principalmente trenes de conformado, rodillos y sistemas de preparación de bordes. La precisión del conformado influye directamente en la geometría del tubo, la alineación de la costura de soldadura y la estabilidad general del proceso en la fabricación de tubos soldados.
|
Equipo
|
Función principal
|
|
Molino de conformado
|
Dar forma progresiva al fleje de acero hasta obtener una sección tubular
|
|
Rodillos de conformado
|
Controlar la deformación del fleje y asegurar su correcta alineación durante el conformado
|
|
Fresadora de bordes
|
Preparar los bordes del fleje para garantizar una soldadura de alta calidad
|
2.3 Equipos de soldadura
Los equipos de soldadura se utilizan para calentar, forjar y unir los bordes del fleje durante la fabricación de tubos ERW.
Los sistemas modernos de soldadura ERW utilizan comúnmente tecnología de soldadura de alta frecuencia en estado sólido para lograr una calidad de soldadura estable y una alta eficiencia de producción. Un control adecuado de la soldadura es esencial para mantener la integridad del cordón y el rendimiento a largo plazo del tubo.
|
Equipo
|
Función principal
|
|
Soldadora HF
|
Calentar y soldar los bordes del fleje para formar una costura longitudinal continua
|
|
Unidad de eliminación de rebaba
|
Eliminar las rebabas internas y externas tras el proceso de soldadura
|
|
Equipo de tratamiento térmico de soldadura
|
Mejorar la microestructura de la soldadura y aliviar tensiones residuales para garantizar una mayor calidad del tubo
|
2.4 Equipos de calibrado y acabado
Los equipos de calibrado y acabado se utilizan para controlar las dimensiones finales del tubo, la rectitud, la longitud de corte y la preparación de los extremos después del proceso de soldadura.
Esta categoría de equipos desempeña un papel importante en el mantenimiento de las tolerancias dimensionales, la consistencia del producto y la compatibilidad con procesos posteriores.
|
Equipo
|
Función principal
|
|
Tren de calibrado
|
Controlar el diámetro exterior (OD) del tubo y garantizar la precisión dimensional
|
|
Enderezadora
|
Mejorar la rectitud del tubo y corregir posibles deformaciones
|
|
Sierra volante
|
Cortar los tubos a la longitud requerida durante la producción continua
|
|
Máquina de refrentado y biselado de extremos
|
Preparar los extremos del tubo para soldadura, roscado u otros procesos posteriores
|
2.5 Equipos de inspección y ensayo
Los equipos de inspección y ensayo se utilizan para verificar la integridad de la soldadura, la precisión dimensional y el rendimiento a presión de los tubos ERW terminados.
Las líneas modernas de producción de tubos soldados suelen integrar sistemas automatizados de inspección en línea para mejorar la fiabilidad del producto, la consistencia de la calidad y la eficiencia de producción.
|
Equipo
|
Función principal
|
|
Máquina de prueba hidrostática
|
Verificar la resistencia a la presión del tubo y su integridad estructural
|
|
Sistema de ensayo ultrasónico
|
Detectar defectos internos de la soldadura y discontinuidades del material
|
|
Equipo de corrientes inducidas
|
Detectar defectos superficiales y subsuperficiales para garantizar la calidad del tubo
|
3. Funciones detalladas de los equipos
3.1 Desbobinador
El desbobinador es el equipo de inicio de la línea de producción de tubos ERW y se encarga de alimentar las bobinas de fleje de acero hacia el tren de laminación bajo condiciones de tensión controlada.
Una alimentación estable del fleje es fundamental para mantener la estabilidad del conformado y la consistencia de la soldadura. Una tensión excesiva puede deformar el material, mientras que una tensión insuficiente puede provocar desviación del fleje e inestabilidad en el conformado.
Las líneas ERW modernas suelen utilizar mandriles de expansión hidráulica, dispositivos de centrado automático y sistemas de control de tensión para garantizar una alimentación continua y estable durante toda la producción.
3.2 Enderezadora
Las bobinas de fleje de acero presentan naturalmente una curvatura residual, conocida como “coil set”, que debe eliminarse antes de que el material entre en la sección de conformado.
La enderezadora hace pasar el fleje a través de múltiples rodillos de precisión para mejorar la planitud y reducir la ondulación de los bordes. Una geometría estable del fleje permite que los rodillos de conformado apliquen una presión más uniforme y ayuda a mantener una alineación precisa de los bordes antes de la soldadura.
Una mala planitud del fleje puede afectar la estabilidad del conformado, la consistencia de la soldadura y las dimensiones finales del tubo.
3.3 Cizalla y soldadora de extremos
La cizalla y soldadora de extremos se utiliza para unir bobinas de acero adyacentes y permitir la producción continua de tubos ERW.
Este sistema recorta y suelda los extremos del fleje antes de que el material entre en el acumulador, lo que permite que la línea de producción continúe operando durante el cambio de bobina. La alineación precisa del fleje es muy importante, ya que una mala calidad de la unión puede afectar el seguimiento del fleje y la estabilidad del conformado posterior.
3.4 Acumulador
El acumulador almacena temporalmente el fleje de acero entre la sección de preparación de bobinas y el tren de conformado.
Durante las operaciones de cambio de bobina, el acumulador suministra continuamente material almacenado a los equipos posteriores, permitiendo que las secciones de conformado y soldadura funcionen sin interrupciones.
Las líneas ERW suelen utilizar acumuladores horizontales o en espiral, dependiendo del tamaño del tubo, el espesor del fleje y la capacidad de producción.
3.5 Fresadora de bordes
La preparación adecuada de los bordes es esencial para garantizar una soldadura estable en la producción de tubos ERW de alta resistencia y gran espesor de pared.
La fresadora de bordes elimina irregularidades en los bordes del fleje y crea un perfil uniforme antes de la soldadura por alta frecuencia. Una geometría precisa de los bordes mejora el contacto entre ellos y reduce defectos de soldadura como la falta de fusión o la penetración incompleta.
3.6 Tren de conformado
El tren de conformado da forma progresivamente al fleje plano de acero hasta convertirlo en un perfil tubular abierto mediante una serie de bastidores de rodillos de conformado.
Durante el proceso de conformado, los bordes del fleje se alinean de forma gradual antes de entrar en la sección de soldadura por alta frecuencia. La precisión del conformado influye directamente en la redondez del tubo, la presentación de los bordes y la estabilidad de la soldadura.
3.7 Rodillos de conformado
Los rodillos de conformado controlan la deformación del fleje durante todo el proceso de conformado y calibrado.
Los diferentes tamaños de tubo, espesores de pared y grados de acero requieren diseños de rodillos específicos para mantener la precisión dimensional y un rendimiento de conformado estable. Un mantenimiento adecuado de los rodillos también ayuda a reducir defectos superficiales y el desgaste de las herramientas durante la producción continua.
3.8 Soldadora de alta frecuencia
La soldadora de alta frecuencia es el equipo central de soldadura en una línea de producción de tubos ERW.
Mediante el efecto pelicular (skin effect) y el efecto de proximidad de la corriente de alta frecuencia, el calor se concentra a lo largo de los bordes del fleje antes de que los rodillos de presión (squeeze rolls) apliquen la fuerza de forjado para completar la soldadura sin material de aporte.
Los parámetros clave de soldadura incluyen la frecuencia de soldadura, la potencia de entrada, la velocidad de soldadura, el ángulo de la “V” (vee angle) y la presión de los rodillos de compresión. Un control estable de estos parámetros es esencial para lograr una penetración de soldadura consistente y propiedades mecánicas uniformes.
3.9 Unidad de eliminación de rebaba
Durante la soldadura por alta frecuencia, el exceso de metal es expulsado de la zona de soldadura y forma rebabas en la superficie del tubo.
La unidad de eliminación de rebaba elimina estas protuberancias para mejorar la calidad superficial y la consistencia dimensional. La eliminación de rebaba externa es estándar en la mayoría de los trenes ERW, mientras que la eliminación de rebaba interna es común en aplicaciones de transporte de fluidos, tuberías a presión y tubos de precisión.
3.10 Tren de calibrado
Después de la soldadura, el tubo entra en el tren de calibrado, donde se establecen las dimensiones finales y la precisión del perfil.
Los rodillos de calibrado controlan el diámetro exterior, la redondez, la rectitud y la geometría general del tubo. El proceso de calibrado también ayuda a estabilizar la forma del tubo y a reducir las tensiones residuales generadas durante el conformado y la soldadura.
3.11 Máquina enderezadora
Después del calibrado y el enfriamiento, aún puede quedar una ligera curvatura longitudinal en el tubo.
La máquina enderezadora aplica una fuerza de corrección controlada para reducir la curvatura y mejorar la rectitud general. Una buena rectitud es importante para aplicaciones estructurales, tubos mecánicos y procesos posteriores de roscado o mecanizado.
3.12 Sierra volante
La sierra volante corta tubos en movimiento continuo a longitudes específicas sin interrumpir la producción.
Los sistemas modernos controlados por servomotores sincronizan la velocidad de corte con el movimiento del tubo para mantener tolerancias de longitud precisas y una alta eficiencia de producción.
3.13 Máquina de refrentado y biselado de extremos
La máquina de refrentado y biselado de extremos prepara los extremos del tubo después del corte, eliminando rebabas y mecanizando el perfil del extremo.
Los extremos biselados mejoran la preparación para la soldadura, el rendimiento del roscado y la eficiencia de la instalación en campo, además de reducir el riesgo de daños en los bordes durante la manipulación y el transporte.
3.14 Máquina de prueba hidrostática
La máquina de prueba hidrostática verifica la integridad a presión de los tubos ERW terminados.
Durante la prueba, el tubo se llena de agua y se somete a una presión interna especificada durante un período de mantenimiento controlado. Esta prueba confirma que la costura de soldadura y el cuerpo del tubo pueden soportar la presión de servicio sin fugas ni fallos estructurales.
3.15 Sistema de ensayo ultrasónico
El ensayo ultrasónico es un método de inspección no destructiva utilizado para detectar defectos internos en la zona de soldadura y en el material base.
Las señales reflejadas se analizan para identificar defectos internos como grietas, falta de fusión y laminaciones. Los sistemas ultrasónicos automatizados permiten una inspección continua en línea, manteniendo una alta sensibilidad de detección y una gran fiabilidad en el control de calidad.
3.16 Sistema de corrientes de Foucault
El ensayo por corrientes de Foucault es ampliamente utilizado para la inspección a alta velocidad de la superficie y zonas cercanas a la superficie en tubos ERW.
El sistema genera campos electromagnéticos que reaccionan ante discontinuidades en materiales conductores. Las variaciones de señal pueden indicar grietas superficiales, defectos de soldadura u otras imperfecciones.
En comparación con la inspección ultrasónica, el ensayo por corrientes de Foucault ofrece una mayor velocidad de inspección y una excelente sensibilidad a defectos superficiales, lo que lo hace adecuado para la inspección en línea de tubos ERW de diámetro pequeño y mediano.
4. Relación con el proceso de producción de tubos ERW
Estas máquinas son una parte esencial del proceso de fabricación de tubos ERW.
Para un flujo de producción completo paso a paso, consulte nuestro artículo:
Línea de producción de tubos ERW: proceso, equipos y flujo de fabricación
5. Preguntas frecuentes (FAQs)
P1. ¿Qué equipos se requieren en una línea de producción de tubos ERW?
Una línea típica de producción ERW incluye el desbobinador, el acumulador, el tren de conformado, la soldadora HF, el tren de calibrado, la sierra volante y sistemas de inspección como equipos de prueba hidrostática y ensayo ultrasónico.
P2. ¿Qué hace un acumulador en un tren de tubos ERW?
El acumulador almacena temporalmente el fleje de acero durante el cambio de bobina, permitiendo una producción continua sin detener las secciones de conformado y soldadura.
P3. ¿Qué máquina realiza la soldadura en la producción de tubos ERW?
La soldadora de alta frecuencia (HF) se utiliza para calentar y unir los bordes del fleje, formando la costura longitudinal de soldadura.
P4. ¿Por qué es importante el tren de calibrado en la fabricación ERW?
El tren de calibrado controla el diámetro final del tubo, la redondez y la precisión dimensional después del proceso de soldadura.
P5. ¿Qué equipos se utilizan para inspeccionar la calidad del tubo ERW?
Los equipos de inspección más comunes incluyen máquinas de prueba hidrostática, sistemas de ensayo ultrasónico y sistemas de corrientes de Foucault para la detección de defectos de soldadura y superficie.
P6. ¿Puede una línea de producción ERW fabricar diferentes tamaños de tubo?
Sí. La mayoría de los trenes de tubos ERW pueden fabricar múltiples tamaños de tubo mediante el cambio de juegos de rodillos y el ajuste de las secciones de conformado y calibrado.
Leer más:
Especificaciones y modelos de tubos ERW
Línea de producción de tubos ERW: proceso, equipos y flujo de fabricación













 Eastern Steel Manufacturing Co., Ltd no solo mejora la producción de productos y los servicios de venta, sino que también brinda servicios adicionales de valor agregado. Siempre que lo necesite, podemos completar sus necesidades específicas juntos.
Eastern Steel Manufacturing Co., Ltd no solo mejora la producción de productos y los servicios de venta, sino que también brinda servicios adicionales de valor agregado. Siempre que lo necesite, podemos completar sus necesidades específicas juntos.








