1. Fabricante y proveedor de tuberías de acero ERW
Las tuberías de acero ERW se utilizan ampliamente en la construcción, la transmisión de petróleo y gas, los sistemas de agua y aplicaciones estructurales. Suministramos tuberías ERW conforme a normas ASTM, API y EN, con calidad estable y entrega confiable.
2. Especificaciones de tuberías de acero ERW
La siguiente tabla presenta el rango estándar de tamaños y las especificaciones técnicas de nuestras tuberías ERW. Se pueden ofrecer dimensiones personalizadas y opciones de recubrimiento según los requisitos del proyecto.
|
Parámetro
|
Especificación
|
|
Diámetro exterior (OD)
|
21.3 mm – 660 mm
|
|
Espesor de pared (W.T)
|
1 mm – 20 mm
|
|
Longitud
|
0.5 m – 22 m
|
|
Superficie
|
Epoxi adherido por fusión (FBE), epoxi de alquitrán de hulla, 3PE, recubrimiento de barniz, recubrimiento bituminoso, recubrimiento de aceite negro (según requerimientos del cliente)
|
|
Normas
|
API 5L, ASTM A53 Gr.B, ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, EN 10217, ISO 3183, GB/T 9711.1 / 9711.2 / 9711.3
|
|
Extremos
|
Extremos rectos (corte recto, corte con sierra), extremos biselados
|
Hoja de especificaciones de tuberías ERW
|
DN
|
diámetro de salida
|
tabla de espesores
|
|
Una serie
|
serie B
|
programa
5s
|
programa
10s
|
sch
20s
|
LG
|
programa
20
|
programa
30
|
ETS
|
programa
40
|
programa
60
|
XS
|
programa
80
|
programa
100
|
programa
120
|
programa
140
|
programa
180
|
|
32
40
50
|
42,4
48,3
60,3
|
38
45
57
|
1.6
1.6
1.6
|
2.8
2.8
2.8
|
3.2
3.2
3.6
|
-
-
-
|
-
-
3.2
|
-
-
-
|
-
-
-
|
3,6
3,6
4,0
|
-
-
-
|
-
-
-
|
5,0
5,0
5,6
|
-
-
-
|
-
-
-
|
-
-
-
|
6,3
7,1
8,8
|
|
65
80
90
|
76,1
88,9
101,6
|
76
89
-
|
2.0
2.0
2.0
|
3.0
3.0
3.0
|
3,6
4,0
4,0
|
-
-
-
|
4.5
4.5
4.5
|
-
-
-
|
-
-
-
|
5,0
5,6
5,6
|
-
-
-
|
-
-
-
|
7.1
8.0
8.0
|
-
-
-
|
-
-
-
|
-
-
-
|
10,0
11,0
12,5
|
|
100
125
150
|
114,3
139,7
168,3
|
108
133
159
|
2,0
2,9
2,9
|
3.0
3.4
3.4
|
4,0
5,0
5,0
|
-
-
-
|
5,0
5,0
5,6
|
-
-
-
|
-
-
-
|
5,9
6,3
7,1
|
-
-
-
|
-
-
-
|
8,8
10,0
11,0
|
-
-
-
|
11,0
12,5
14,2
|
-
-
-
|
14,2
16,0
17,5
|
|
200
250
300
|
219,1
273,0
323,9
|
219
273
325
|
2,9
3,6
4,0
|
4,0
4,0
4,5
|
6.3
6.3
6.3
|
-
-
-
|
6.3
6.3
6.3
|
7.1
8.0
8.8
|
-
-
-
|
8,0
8,8
10,0
|
10,0
12,5
14,2
|
-
-
-
|
12,5
16,0
17,5
|
16,0
17,5
22,2
|
17,5
22,2
25,0
|
20,0
25,0
28,0
|
22,2
28,0
32,0
|
|
350
400
450
500
550
600
|
355,6
406,4
457,0
508,0
559
610
|
377
426
478
529
-
630
|
4,0
4,0
4,0
5,0
5,0
5,6
|
5,0
5,0
5,0
5,6
5,6
6,3
|
-
-
-
|
8,0
8,0
8,0
8,0
8,0
8,0
|
8,0
8,0
8,0
10,0
-
-
|
10,0
10,0
11,0
12,5
-
-
|
10,0
10,0
10,0
10,0
10,0
10,0
|
11,0
12,5
14,2
16,0
-
17,5
|
16,0
17,5
20,0
20,0
-
-
|
13,0
13,0
13,0
13,0
13,0
13,0
|
20,0
22,2
25,0
28,0
30,0
32,0
|
25,8
28,5
30,0
32,0
-
-
|
28,0
30,0
36,0
40,0
-
-
|
32,0
36,0
40,0
45,0
-
-
|
36,0
40,0
45,0
50,0
-
-
|
3. Ventajas de las tuberías de acero ERW
Las tuberías de acero ERW ofrecen una combinación equilibrada de rendimiento, rentabilidad y consistencia en la producción, lo que las hace ampliamente utilizadas en diversas industrias.
3.1 Rentables
En comparación con las tuberías sin costura, las tuberías ERW son más económicas debido a un proceso de fabricación más eficiente y a un menor desperdicio de material.
3.2 Buena precisión dimensional
Las tuberías ERW se fabrican con tolerancias estrictas, lo que garantiza un diámetro exterior y un espesor de pared uniformes.
3.3 Adecuadas para proyectos de gran volumen
El proceso de producción continuo permite la fabricación a gran escala con una calidad estable.
4. Aplicaciones de las tuberías de acero ERW
Transporte de petróleo y gas – adecuadas para sistemas de tuberías de baja a media presión
Tuberías de agua – utilizadas en el transporte de fluidos municipales e industriales
Aplicaciones estructurales – empleadas en la construcción, andamios y estructuras mecánicas
5. Garantía de calidad y ensayos
Para garantizar un rendimiento fiable y el cumplimiento de las normas internacionales, nuestras tuberías de acero ERW pasan por un estricto control de calidad durante todo el proceso de producción.
Verificación de materias primas – Se revisan la composición química y las propiedades mecánicas antes de la producción.
Monitoreo de la costura de soldadura – La temperatura y la presión de soldadura se controlan continuamente para asegurar la integridad estable de la unión.
Inspección dimensional – Se mide el diámetro exterior (OD), el espesor de pared y la ovalidad para cumplir con los requisitos de tolerancia.
Ensayos NDT (END) – Se utilizan UT o ECT para detectar defectos en la soldadura y en la superficie.
Ensayo hidrostático – Se realizan pruebas de presión cuando se requiera.
Trazabilidad completa – Cada lote se rastrea desde la bobina de acero hasta la tubería terminada.
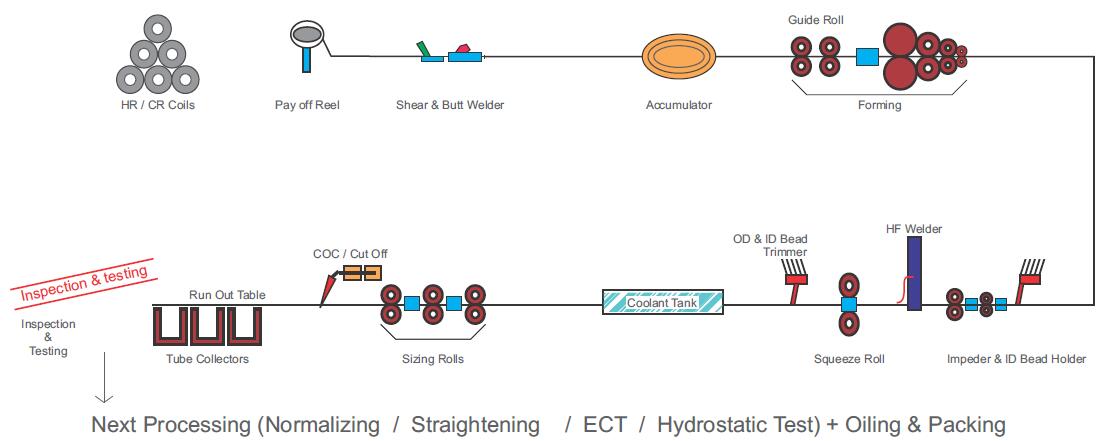
6. Proceso de fabricación de tuberías de acero ERW
Las tuberías ERW se producen mediante un proceso continuo de conformado y soldadura de alta frecuencia, lo que garantiza dimensiones estables y una producción en masa eficiente.
Principales etapas de producción:
1.Corte longitudinal y alimentación – Las bobinas de acero se cortan al ancho requerido y se introducen en la línea de producción.
2.Conformado en frío – La banda de acero se forma gradualmente hasta convertirse en un tubo redondo.
3.Soldadura HFI (alta frecuencia) – Los bordes se calientan y se sueldan a presión formando una costura sólida.
4.Desbarbado (Scarfing) – Se eliminan los cordones de soldadura internos y externos.
5.Dimensionado y enderezado – Se calibra el diámetro exterior final y se endereza la tubería.
6.Corte y embalaje – Las tuberías se cortan a medida, se inspeccionan y se embalan.
Para obtener información detallada sobre la capacidad de producción, contacte con nuestro equipo.
7. Preguntas frecuentes (FAQs)
Q1. ¿Para qué se utiliza la tubería ERW?
Las tuberías ERW se utilizan ampliamente en el transporte de petróleo y gas, tuberías de agua, construcción estructural, cercas, andamios y aplicaciones industriales.
Q2. ¿La tubería ERW es resistente?
Sí. Las tuberías ERW ofrecen una resistencia mecánica fiable y son adecuadas para la mayoría de aplicaciones estándar de presión y estructurales cuando se fabrican conforme a normas como API 5L o ASTM A53.
Q3. ¿La tubería ERW es más barata que la tubería sin costura?
Sí. Las tuberías ERW suelen ser más rentables debido a una mayor eficiencia de producción y menores costos de fabricación.
Q4. ¿Qué normas están disponibles para las tuberías de acero ERW?
Las normas más comunes incluyen API 5L, ASTM A53, ASTM A500, EN 10217, ISO 3183 y GB/T 9711.
Q5. ¿Se pueden suministrar tuberías ERW con recubrimiento?
Sí. Las opciones disponibles pueden incluir recubrimiento 3PE, recubrimiento FBE, pintura negra, recubrimiento bituminoso y acabado galvanizado, según los requisitos del proyecto.
Q6. ¿Pueden proporcionar tamaños y longitudes personalizados?
Sí. Se pueden producir diámetros, espesores de pared, longitudes y tipos de extremos personalizados según la cantidad del pedido y los requisitos técnicos.
8. Guía de compra de tuberías ERW y recursos técnicos
Explore guías prácticas, comparaciones técnicas y consejos de selección para ayudarle a elegir la tubería de acero ERW adecuada para su proyecto.
Comparación y selección
Tubería ERW vs tubería sin costura: diferencias clave
Comparación de costos entre ERW y tubería sin costura
¿Qué es la tubería ERW? Guía completa
Especificaciones y modelos de tubería ERW
Calidad e inspección
Proceso de evaluación de calidad de tuberías de acero ERW
Control de calidad y ensayos de tuberías soldadas
Ensayo ultrasónico de tuberías ERW
Fabricación y producción
Equipos principales en la línea de producción de tuberías ERW
Descripción general de la línea de producción de tuberías ERW
Aplicaciones
Aplicación de tuberías ERW en el transporte de gas
Uso de tuberías ERW en diferentes industrias













 Eastern Steel Manufacturing Co., Ltd no solo mejora la producción de productos y los servicios de venta, sino que también brinda servicios adicionales de valor agregado. Siempre que lo necesite, podemos completar sus necesidades específicas juntos.
Eastern Steel Manufacturing Co., Ltd no solo mejora la producción de productos y los servicios de venta, sino que también brinda servicios adicionales de valor agregado. Siempre que lo necesite, podemos completar sus necesidades específicas juntos.










